




專家們一致同意 — 當(dāng)汽車中需要的儲能組件不再那么昂貴時,電動交通的地位也將確定下來。其中關(guān)鍵之處在于降低生產(chǎn)成本。為實(shí)現(xiàn)這一目的,高技術(shù)工程公司 — Manz亞智科技在生產(chǎn)鋰離子電池的過程中采用了新型的激光焊接技術(shù),從而提高焊縫品質(zhì)、工藝穩(wěn)定性和所需要光束源輸出方面的標(biāo)準(zhǔn)。
生產(chǎn)鋰離子電池需要多種焊接工藝。比如,單個蓄電池組電池之間的焊接觸點(diǎn)要比螺栓觸點(diǎn)或使用的雙金屬母線更可靠、更持久、更能節(jié)省成本。同時,還需要焊接好堅固的電池外箱,因?yàn)槠錃饷苄员仨氝_(dá)到40bar的壓力。此類焊接接口根本不需要維修 — 不久以后,電動汽車應(yīng)能夠在溫度波動較大的各種氣候帶以及全球各種道路(不管路況好壞)上運(yùn)行。
由于在電流較高時,單個蓄電池組只能輸送幾伏特電壓,必須將其串聯(lián)連接,從而實(shí)現(xiàn)較高模塊電壓。為此目的,通過焊接將由鋁和銅制成的終端觸點(diǎn)連接起來。由于所焊接的金屬種類越多,形成的焊縫就越脆(采用傳統(tǒng)激光焊接時情況即是如此),這在技術(shù)上是一種挑戰(zhàn)。毫無疑問,若電遷移要求較高的話,脆性焊縫顯然是不可接受的。
在前述電池生產(chǎn)工藝步驟中,需進(jìn)行電導(dǎo)體和外箱焊接,目前激光已得到運(yùn)用。然而,到目前為止,仍然未脫離功率高達(dá)6kW且必須高速運(yùn)行的昂貴多模式激光焊接系統(tǒng)。這是為什么呢?因?yàn)橹挥羞@樣,熔體才能快速硬化,且由于材料混合過程對焊縫質(zhì)量有至關(guān)重要的影響,需盡量減少混合材料種類。除了光源和激光傳輸?shù)母叱杀疽酝猓@還會導(dǎo)致工藝運(yùn)行困難和難以控制、穩(wěn)定性低、工藝窗口小。
而現(xiàn)在,這種價格昂貴、使用效果又無法令人滿意的設(shè)備已成為了歷史:Manz的新型焊接工藝已經(jīng)達(dá)到了工業(yè)成熟期,采用該工藝,可以幾乎完全避免混合熔體:通過高頻局部調(diào)制或“搖擺”光束在重疊配置中完成激光焊接;通過搖擺,就可以單獨(dú)光斑形成焊縫以微米計的深度和寬度。這樣就可保證該工藝不僅能靈活應(yīng)用于雙金屬連接焊接和氣密式電池盒焊接,還能靈活應(yīng)用于高反光性銅材料焊接。采用該工藝形成的焊縫,具有極強(qiáng)的耐久性,且無脆性金屬間相。每毫米焊縫長度的連接橫截面為十分之幾到一平方毫米,甚至適用于超薄金屬。新開發(fā)的高調(diào)頻搭接焊法的激光源,功率輸出為傳統(tǒng)的20%。
電池盒一覽:開發(fā)團(tuán)隊面臨的挑戰(zhàn)是什么?
- 搭接焊
- 非全熔合焊
- 足夠大的焊縫橫截面區(qū)域(至少在終端有橫截面區(qū)域)
- 低接觸電阻
- 高耐久性和延展性
- 金屬間相焊縫無脆性
- 高耐熱沖擊性
- 激光系統(tǒng)技術(shù)成本明顯降低
采用新掃描振鏡,使工藝更加穩(wěn)定、精確和靈活
新工藝是一種“靈敏的”焊接工藝。采用這種工藝,可將焊接滲透深度精確到微米的同時,減少材料混合的情況。而且采用這種工藝很快就能收回購買成本。焊縫孔隙少、點(diǎn)焊任何縱橫比形成、甚至橫截面為方形焊縫這些問題,都得到了解決。除了已公布的激光焊接工藝的適當(dāng)參數(shù),還有另外三個能極大提高靈活性的參數(shù)。
- 幾何形狀
- 幅度a
- 頻率 f
幾何形狀指示了工件上激光的微觀路徑。例如,可以畫八個圓圈。幅度表示與工件上激光微觀路徑饋送方向正交的半寬度。頻率表示每秒生成搖擺幾何形狀數(shù)量。單個圓圈的重疊是幾何形狀、幅度、頻率和饋送速度共同形成的結(jié)果。
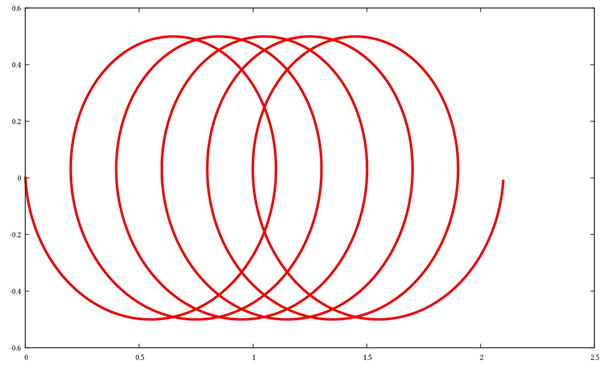
圖1: 以0.5mm的幅度搖擺的圓形幾何形狀示例
為滿足此類工藝控制的動力學(xué)要求,已開發(fā)出一種新型兩軸掃描振鏡系統(tǒng)。該系統(tǒng)在動態(tài)性、穩(wěn)定性和精確度上,明顯優(yōu)于以往的系統(tǒng)。采用這種系統(tǒng),可輕松實(shí)現(xiàn)在高達(dá)4 kHz下以搖擺頻率連續(xù)運(yùn)行。當(dāng)前掃描器系統(tǒng)面臨的另一個挑戰(zhàn)是掃描場校準(zhǔn)。為此目的,Manz特地開發(fā)出一種校準(zhǔn)方法,其在其他掃描振鏡應(yīng)用環(huán)境(包括3D)中可全自動運(yùn)行,就算是新手也會很容易地使用該方法。
通過采用最新一代激光器,可實(shí)現(xiàn)明顯高于傳統(tǒng)激光束焊接的能量密度(即使激光輸出功率較小也能實(shí)現(xiàn)這一點(diǎn))。

圖2: 高調(diào)頻重疊激光焊接用新開發(fā)工藝的結(jié)構(gòu)
低功率激光獲得的可拉伸焊縫
第一批新型搖擺焊接試驗(yàn)的結(jié)果如何?采用一種可拉伸測試機(jī)器,對經(jīng)搖擺雙金屬焊縫的抗拉強(qiáng)度進(jìn)行了測試。在此類試驗(yàn)中發(fā)現(xiàn):當(dāng)激光輸出量為平均激光功率的大約±15%時,鋁銅質(zhì)焊縫的試驗(yàn)結(jié)果相對穩(wěn)定。這表明本工藝在所采用激光功率方面具有優(yōu)勢。相比之下,銅鋁質(zhì)焊縫的耐久性值下降達(dá)10N/mm(即使該耐久值達(dá)到最大時也是如此)。另外,激光功率變化時,對焊縫的耐久性產(chǎn)生影響,而這表明低激光功率焊接更加穩(wěn)定。基于上述結(jié)果,鋁銅焊接顯然更具優(yōu)勢。

圖3: 不同激光功率下的抗拉強(qiáng)度
在此類試驗(yàn)中,所采用的焊縫長度為20毫米。為確定測試焊縫穩(wěn)定性,均以20毫米的焊縫長度的抗拉強(qiáng)度進(jìn)行比較。
顯微圖像表明無材料混合情況
將鋁和銅混合在一起后,將會導(dǎo)致出現(xiàn)脆性金屬間相 — 這會對機(jī)械阻力和耐熱沖擊性產(chǎn)生不良影響。為弄清這兩種特性如何影響鋁銅和銅鋁焊縫,開發(fā)組采用光學(xué)顯微鏡和能量彌散X射線譜(EDX)拍攝了所述焊縫的顯微照片并對其進(jìn)行了評估。通過這些顯微照片,可以作出有關(guān)耐久性(隨著混合度變化而變化)的清楚結(jié)論。基于多項(xiàng)式擬合(Al/Cu)的最大耐久性參數(shù)為P0,遠(yuǎn)低于500W。但是,采用該參數(shù)后,發(fā)現(xiàn)鋁和銅的混合比增大。在無需采用從前溫度變化負(fù)荷的簡單拉伸試驗(yàn)中,這種問題并不明顯。甚至采用激光輸出量僅達(dá)到激光輸出值P0的86%、特定抗拉強(qiáng)度大約為34N/mm的參數(shù),仍然顯示出非常高的耐久性,盡管連接區(qū)域僅位于較低銅質(zhì)薄板表面。因此,采用最小焊縫(即:將鋁質(zhì)頂板焊接到銅質(zhì)薄板表面后得到的焊縫),也能達(dá)到高抗拉強(qiáng)度。這樣,可完全排除該連接部位發(fā)生脆化的情況。
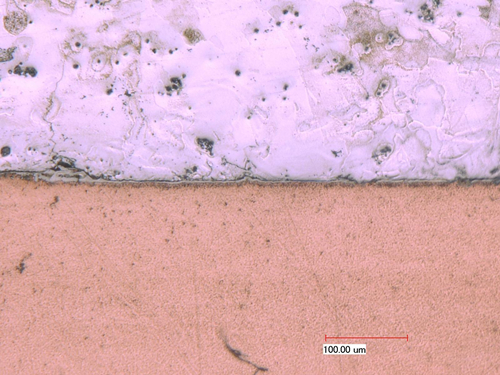
圖4: 圖a接點(diǎn)細(xì)節(jié)照片
還可清楚看到的是:甚至最大厚度達(dá)到5微米、用于保護(hù)銅質(zhì)薄板不受腐蝕的鎳層,也只受到了微小的影響。可通過能量彌散X射線譜顯微照片(見圖5,其中有選作示例的AI/CU焊縫),清楚地看到這一點(diǎn)。

圖5: Al/Cu 焊接口選定的能量彌散X射線譜照片(左邊:掃描電子顯微鏡照片,中間:鋁的能量彌散X射線譜圖像,右邊:銅的能量彌散X射線譜圖像)。
但銅-鋁焊接情況有所不同。結(jié)果顯示:耐久性的最高水平大約為P0的110%(參見圖k)下獲得。可以觀察到焊縫根部上明顯的鋁銅混合物以及明顯的孔隙。通過稍微降低或提高混合比(圖.i/l),連接的抗拉強(qiáng)度相對快速下降。此外,在不進(jìn)行大部分混合工作的情況下(如圖a)形成有同等耐久性水平的連接是不可能的。為了實(shí)現(xiàn)特定耐久性,把鋁和銅進(jìn)行混合似乎是必要的。
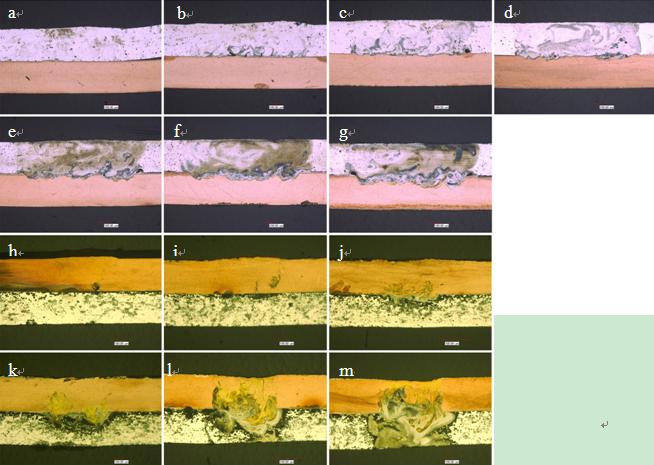
圖6: Al/Cu 和Cu/Al 焊縫選定的橫截面圖

圖7 (表):試驗(yàn)中用到的材料組合。
低溫和高溫測試
為了對隨材料混合比變化而變化的焊接連接耐熱沖擊性進(jìn)行測試,根據(jù)標(biāo)準(zhǔn)DIN EN 60068-2-14Na ,對銅-鋁(圖j,k,l)和鋁-銅焊接口(圖a,d,g)的3組參數(shù)進(jìn)行了溫度沖擊處理。也就是說,焊縫必須在2周內(nèi)(超過30分鐘,最大轉(zhuǎn)移周期為30秒)經(jīng)受-40°C~130°C下的300個周期的測試。所測試焊縫的長度為20毫米,且在測試設(shè)置期間消除了應(yīng)力集中的情況。內(nèi)部結(jié)果和外部結(jié)果都顯示了該類型的溫度沖擊荷載對焊接連接的耐久性沒有影響。
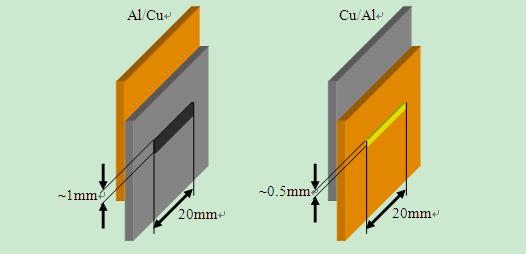
圖8:溫度沖擊測試和抗拉測試的示例和焊縫幾何形狀。

圖9: 抗拉測試中示例的加載方向。
不僅僅只適用于雙金屬的焊接
除了雙金屬接口的焊接外,高調(diào)頻搭接焊也非常適合于蓄電池組電池本身內(nèi)部的關(guān)鍵接口。例如:連接正極(AI/AI)和負(fù)極(Cu/Cu)。如上所述,若蓄電池組電池“已連接好電線”,就將其連接至電池組。鋰離子電池的制造商通過與其客戶、汽車制造商進(jìn)行協(xié)調(diào),確定目前采用的三種可能的幾何形狀。新的激光搭接焊方法可與這三種幾何形狀配用。軟包電池,類似于熱包電池,與雙金屬觸點(diǎn)串聯(lián)連接。新工藝的處理速度在 60 和 100 mm/s之間,因此其成本效益很高,并且采用該工藝,還可以以最少投資來形成較大載流橫截面。
方形和圓柱形的硬盒電池主要由氣密的焊接鋁盒構(gòu)成。它們必能夠耐受超過40bar的爆破壓力,并在達(dá)到探測極限以下之前保持氦氣密封狀態(tài)。從功能性和審美角度來看,使用優(yōu)質(zhì)焊珠將電蓋焊接在電池盒上時,通過搖擺能產(chǎn)生非常均勻的焊縫。此技術(shù)的一個重要優(yōu)勢是極佳的靈活性:可自由選擇焊縫幾何形狀的參數(shù),如從0.1毫米到1毫米的寬度,選擇其它參數(shù)也很容易。可形成二維焊縫,如負(fù)極(銅/銅)和正極(鋁/鋁)焊接到電池盒上以及附在其上的觸點(diǎn)。搖擺方法能在這里取得成功是因?yàn)閷附哟┩干疃鹊囊筮_(dá)到最低,同時連接的橫截面較大。
新的焊接方法可與所有此類應(yīng)用環(huán)境(即:鋰離子電池的幾何形狀)中相同光源和光導(dǎo)一起使用。雙金屬材料、鋁、銅或鐵都沒有問題。可為相關(guān)任務(wù)設(shè)置所需要的參數(shù)。即便是高達(dá)每秒形成3500個焊點(diǎn)的點(diǎn)焊也可能實(shí)現(xiàn)。
對用戶的意義:在現(xiàn)行的生產(chǎn)線中可簡單快速安裝該新型設(shè)備。
電池盒:如何對高調(diào)制搭接焊 方法進(jìn)行測試?
為了證明新的焊接工藝滿足焊接鋁和銅終端的要求,在臨時試驗(yàn)臺上進(jìn)行了參數(shù)研究和內(nèi)部拉伸試驗(yàn)。計算了適當(dāng)?shù)膮?shù)后,使用顯微照片檢查了較大參數(shù)范圍,且為各材料配對(鋁/銅與銅/鋁)選擇了三個特性參數(shù)集。然后通過SEM照片、能量彌散X射線譜圖像、溫度沖擊試驗(yàn)和外部拉伸試驗(yàn)對這些參數(shù)集進(jìn)行了詳細(xì)檢查。結(jié)果顯示鋁-銅接口的最大抗拉強(qiáng)度達(dá)到0.726 kN 或36 N/mm。溫度沖擊試驗(yàn)中未發(fā)現(xiàn)對焊縫耐久性有明顯影響,但前提是能將鋁和銅的混合比降至最低。與之相比,銅-鋁接口的耐久性僅為0.647kN或32N/mm。采用這種材料組合,將混合比降至最低的難度明顯更大,其中一點(diǎn)原因是鋁和銅之間的熔點(diǎn)差距相當(dāng)大。另一方面,這種情況有利于鋁-銅連接,并擴(kuò)大了工藝窗口。
(本文刊登于 《激光制造商情》2014年9月刊)
作者:
Benjamin Schmieder,工程學(xué)學(xué)士,Manz AG
Vasil Raul Moldovan,工程學(xué)學(xué)士,Manz AG
轉(zhuǎn)載請注明出處。


 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀





















 關(guān)注我們
關(guān)注我們

