




鋁合金激光焊接性概述
自1960年第一臺激光焊接機誕生以來,激光焊接技術(shù)發(fā)展迅速[3]。1965年研制出用于厚膜組件焊接的紅寶石激光焊接機。1974年世界上第一臺五軸激光加工機——龍門式激光焊接機在福特汽車公司建造。稍后,美國福特汽車公司研制出了激光焊接生產(chǎn)線。時至今日,可用于焊接的激光發(fā)生器已經(jīng)由第一代的CO2氣體激光器發(fā)展到Y(jié)AG固體激光器,以及最新的光纖激光器等種類。激光焊接的最大優(yōu)點是其能量集中,形成焊接接頭深寬比大、焊接變形較小。隨著激光光束質(zhì)量的不斷改進,激光焊接現(xiàn)已成為一種成熟的焊接方法,廣泛地應(yīng)用于國民經(jīng)濟和國防建設(shè)的不同領(lǐng)域。
鋁合金密度低、耐腐蝕性能好、抗疲勞性能高,具有較高的比強度、比剛度,是飛機結(jié)構(gòu)的理想材料。近年來,盡管在航空航天業(yè)中鈦合金、復(fù)合材料等新材料受到廣泛關(guān)注,但由于鋁的資源豐富、性能優(yōu)良、加工容易、成本低廉等一系列優(yōu)點,加之傳統(tǒng)鋁合金新的熱處理狀態(tài)不斷開發(fā),以及新型鋁合金(如鋁鋰合金)的出現(xiàn),可以預(yù)見,在今后相當(dāng)長一段時間內(nèi),鋁合金在飛機結(jié)構(gòu)中的應(yīng)用仍具有不可取代的優(yōu)勢[4]。因此,鋁合金焊接技術(shù)就成為一個重要的技術(shù)關(guān)鍵。采用激光焊接技術(shù)連接鋁合金航空構(gòu)件,具有焊縫深寬比大、焊接熱影響區(qū)小、焊接變形較小、焊接速度高等諸多優(yōu)點。但是,鋁合金激光焊接存在一些技術(shù)難點。
(1)鋁合金對激光束具有極高的表面初始反射率高(對CO2激光超過90%,對YAG激光接近80%),這就要求在熔池形成之前需要較大的激光功率[3];
(2)由于冶金和工藝等多重因素的影響,鋁合金激光焊接過程較容易產(chǎn)生氣孔;
(3)鋁合金屬于典型的共晶合金,在激光焊接快速凝固條件下更容易產(chǎn)生熱裂紋;
(4)激光焊接間隙適應(yīng)性小,對焊件的裝配精度要求較高;
(5)鋁合金線膨脹系數(shù)大,易產(chǎn)生焊接變形;
(6)鋁合金的導(dǎo)熱率較大,冷卻時間短,熔池冶金反應(yīng)不充分,容易導(dǎo)致缺陷;
(7)液態(tài)鋁合金流動性良好,表面張力低,熔池穩(wěn)定性差。
盡管有上述諸多難點,但激光焊接技術(shù)仍然是目前航空航天領(lǐng)域鋁合金焊接的最有效方法之一。隨著不斷地試驗和研究,激光焊接逐漸展現(xiàn)出其良好的工藝性能及焊后力學(xué)性能。與傳統(tǒng)的TIG焊、MIG焊相比,激光焊接具有焊接質(zhì)量高、精度高、速度快等特點,是當(dāng)前發(fā)展最快、研究最多的方法之一。近年來,國際上眾多科研人員針對鋁合金激光焊接開展了大量研究,逐步形成了較為可靠的鋁合金激光焊接技術(shù)。
大型客機機身壁板激光焊接方案
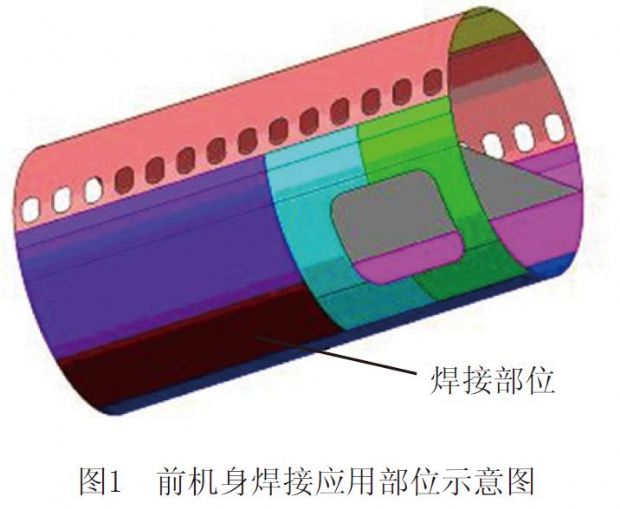
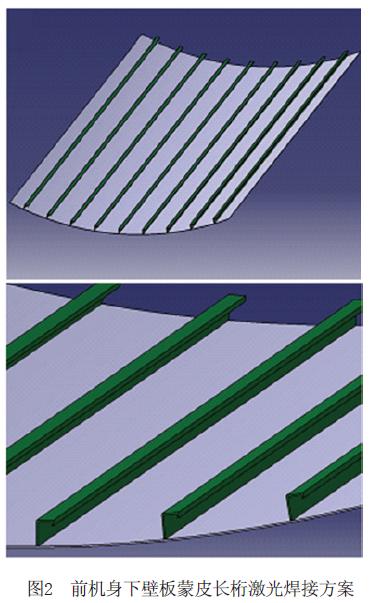
我國大型客機的設(shè)計方案中,初步考慮在前機身、中后機身的部分下壁板制造工藝中采用激光焊接工藝。前機身焊接壁板的位置如圖1所示。以該壁板為例,單塊壁板尺寸為4276mm×1350mm,壁板厚度為1.8mm,單塊壁板上桁條多達9根,如圖2所示。因此,屬于典型的大尺寸、小厚度、多焊縫的復(fù)雜焊接工藝。
在上述機身蒙皮桁條焊接方案中,主要采用雙激光束雙側(cè)同步焊接工藝。飛機壁板蒙皮桁條T型連接結(jié)構(gòu)雙激光束雙側(cè)同步焊接是一種全新的焊接工藝。由于T型結(jié)構(gòu)雙激光束雙側(cè)同步焊接工藝避免了傳統(tǒng)的T型結(jié)構(gòu)單面焊接雙面成型工藝對底板(蒙皮)完整性的破壞,同時該工藝相對傳統(tǒng)的鉚接工藝而言能極大地減輕構(gòu)件的重量,因而在航空制造業(yè)中受到青睞。然而,由于壁板和桁條厚度都只有1.8mm,而單塊壁板在長度和寬度方向都具有較大尺寸,因此要在此構(gòu)件中形成多條高強度的有效焊縫,同時還要控制焊接欠缺、抑制焊接變形和應(yīng)力集中,焊接構(gòu)件要滿足設(shè)計單位所提出的靜強度、疲勞強度及損傷容限等方面的指標(biāo),此項工藝顯然具有一定難度。更為重要的是,民用航空制造業(yè)具有比航天、軍用航空等制造領(lǐng)域更為嚴(yán)格的質(zhì)量評價體系,一項新的工藝必須通過適航當(dāng)局的審批。
隨著我國大型客機項目的啟動,機身壁板蒙皮桁條T型連接結(jié)構(gòu)雙激光束雙側(cè)同步焊接技術(shù)在國內(nèi)已經(jīng)展開研究,并已經(jīng)取得了初步成果。但是,目前國內(nèi)尚未掌握機身壁板蒙皮長桁T型結(jié)構(gòu)雙激光束雙側(cè)焊接的成熟工藝,目前尚難以生產(chǎn)出滿足要求的大型客機機身整體焊接壁板。
大型客機機身壁板激光焊接工藝性分析
1 焊接工藝穩(wěn)定性
大型客機機身壁板蒙皮長桁激光焊接構(gòu)件中(圖3),單道焊縫長度可能達4m以上,同時由于蒙皮和長桁都很薄,因此能否有效保持焊接過程的穩(wěn)定性是焊接生產(chǎn)取得成功的關(guān)鍵之一。在該方案中,在蒙皮內(nèi)側(cè)采用雙激光束雙側(cè)同時焊接。為了保持蒙皮外側(cè)的完整性,焊接過程不能穿透蒙皮,T型結(jié)構(gòu)也不需要過于強調(diào)深寬比,形成連續(xù)、無缺陷、高性能的焊接接頭是關(guān)鍵。因此,要保持激光深熔焊接過程小孔和熔池的穩(wěn)定性。主要從兩方面考慮:一方面,從焊接工裝和設(shè)備保障的角度要保持高精度的裝夾和激光的聚焦、對中,保持機器人(或數(shù)控機床)控制焊接工作頭運動過程中有較高的重復(fù)定位精度和軌跡定位精度,必要的時候采用適當(dāng)?shù)母櫹到y(tǒng);另一方面,由于液態(tài)鋁合金流動性良好、表面張力低、熔池穩(wěn)定性差,同時,鋁元素的電離能低,焊接過程中光致等離子體易于過熱和擴展,也導(dǎo)致焊接穩(wěn)定性差,因此應(yīng)該從焊接冶金的角度開展研究。

2 焊接缺陷控制
焊接過程中形成的缺陷是直接影響焊接質(zhì)量的最重要因素,對于大型客機壁板鋁合金激光焊接工藝而言最可能的缺陷是氣孔和裂紋。
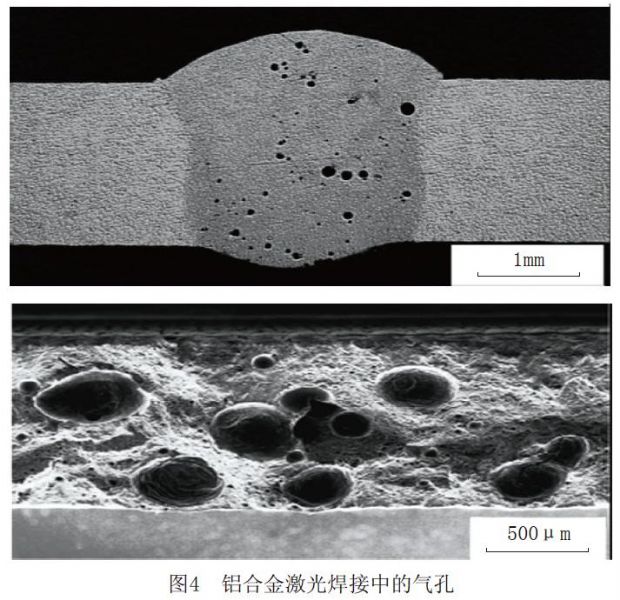
關(guān)于鋁合金激光焊接氣孔(圖4)的形成機理,目前尚沒有統(tǒng)一的完整理論,一般認為有冶金和工藝兩方面的因素。目前主要有以下幾種看法:
(1)在熔池冷卻過程中氫的溶解度急劇下降形成氫氣孔;
(2)低溶點高蒸氣壓合金元素蒸發(fā)導(dǎo)致氣孔;
(3)熔池金屬波動、溶池金屬紊流甚至小孔不穩(wěn)定導(dǎo)致氣孔生成;
(4)熔池流動性較差也是導(dǎo)致氣孔形成的因素。
總之,要針對具體的材料、具體的焊接結(jié)構(gòu)展開研究,尋找氣孔的形成機理,從而研究控制氣孔的方法。根據(jù)國內(nèi)外已經(jīng)開展的研究,鋁合金激光焊接的氣孔是一個值得重視的問題,但一般可以通過冶金分析和工藝優(yōu)化來解決。
鋁合金熔化焊接過程對熱裂紋一般都比較敏感,其中熱裂紋又主要是結(jié)晶裂紋。研究表明,在焊接熔池結(jié)晶后期,晶界低熔點共晶在承受拉應(yīng)力的條件下開裂是結(jié)晶裂紋出現(xiàn)的主要途徑。由于鋁合金屬于典型的共晶合金,因此較易出現(xiàn)結(jié)晶裂紋。對于鋁合金激光焊接,焊接速度較高,由于過快的冷卻速度導(dǎo)致高的熱應(yīng)力、高的應(yīng)力梯度和裂紋的再擴展,也是促進結(jié)晶裂紋形成的因素。防止熱裂紋的主要措施是在激光焊接時采用填充材料,其機理是:使熔池合金成分盡量避開最大凝固溫度區(qū)間、通過加入形核劑以細化晶粒、增加熔池液態(tài)金屬的流動性等。另外,也可以從優(yōu)化焊接工藝參數(shù)進行調(diào)整,如采用小的熱輸入以減小過熱區(qū),采用相對較小的焊接速度以減小應(yīng)變速率。
此外,焊接缺陷控制與工藝穩(wěn)定性有密切聯(lián)系。如焊接過程的不穩(wěn)定造成焊接熔池劇烈震蕩,容易出現(xiàn)咬邊、焊縫成形不連續(xù)等缺陷,嚴(yán)重時小孔突然閉合而在焊縫中產(chǎn)生直徑較大的氣孔甚至孔洞。對于大型客機機身壁板蒙皮長桁結(jié)構(gòu)激光焊接工藝,雙激光束的光束質(zhì)量是決定焊接過程穩(wěn)定性和缺陷形成的重要因素之一。不僅要求2束激光都要具有較高的光束質(zhì)量,同時要求2束激光要嚴(yán)格地對稱。為此,蒙皮長桁T型結(jié)構(gòu)兩側(cè)的兩束激光要來自于2個完全相同的激光發(fā)生器,或者是由同一個激光發(fā)生器產(chǎn)生的激光分光為2束相同的激光。
3 焊接缺陷無損檢測技術(shù)與評價標(biāo)準(zhǔn)
焊接過程不可避免會產(chǎn)生缺陷,飛機構(gòu)件產(chǎn)品也不可能是零缺陷要求。只要滿足根據(jù)設(shè)計要求所制定的規(guī)范標(biāo)準(zhǔn),根據(jù)相關(guān)規(guī)范標(biāo)準(zhǔn)開展試驗和生產(chǎn),焊接構(gòu)件能夠承擔(dān)使用壽命內(nèi)的載荷條件。由于民用航空產(chǎn)品的特殊性,飛機焊接構(gòu)件產(chǎn)品不可能是抽樣檢測、采用破壞性的檢測工藝來檢測焊接缺陷,通常飛機焊接構(gòu)件需要無損檢測。由于激光焊接在航空領(lǐng)域的應(yīng)用歷史較短,目前在相關(guān)標(biāo)準(zhǔn)中還沒有專門針對激光焊接無損檢測及缺陷評價指標(biāo)的標(biāo)準(zhǔn)。因此,開展焊接缺陷無損檢測技術(shù)研究,并制定出合理的工藝規(guī)范,是大型客機激光焊接工藝研究的重要內(nèi)容。
對于大型客機蒙皮長桁激光焊接結(jié)構(gòu),由于蒙皮尺寸大、厚度薄,同時焊接結(jié)構(gòu)特殊,采用傳統(tǒng)的超聲波、X射線等技術(shù),都各有其局限性。另外,傳統(tǒng)的X射線檢測膠片底片的評定,過多依賴工人的技術(shù)水平和熟練程度,新型的數(shù)字底片的自動識別、評定技術(shù)目前也不夠成熟,無標(biāo)準(zhǔn)可循。為此,需要廣泛考察國內(nèi)外相關(guān)領(lǐng)域的成功經(jīng)驗,研究適合于大型客機機身壁板焊接構(gòu)件的無損檢測技術(shù)和設(shè)備,并制定合理的焊接欠缺評價標(biāo)準(zhǔn)體系。
4 焊接變形控制技術(shù)
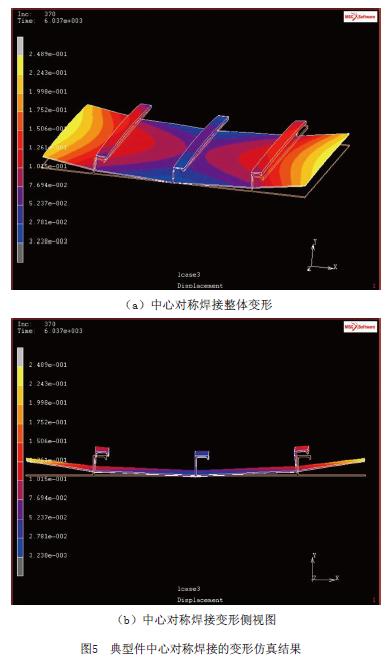
激光焊接機身壁板對比傳統(tǒng)的鉚接機身壁板而言,具有明顯的減重效果,能改善連接部位的性能,同時具有降低制造成本、提高生產(chǎn)效率等多方面的優(yōu)點。但是,激光焊接造成的應(yīng)力集中和變形問題,卻是鉚接過程所不存在的。大型客機機身壁板激光焊接工藝屬于大尺寸、小厚度、多焊縫的復(fù)雜焊接工藝,其變形過程甚為復(fù)雜。圖5為壁板典型件焊接變形模擬結(jié)果,是針對大型客機壁板典型件(3根桁條)開展熱力耦合分析的結(jié)果。如圖5所示,即使采用較優(yōu)的中心對稱焊接技術(shù)(焊接方向相同,順序為先中間后兩邊),仍然具有較大的變形量。試驗研究也已表明,對于多桁條構(gòu)件,其變形機理復(fù)雜。
激光焊接變形控制技術(shù)研究,可采用有限元仿真與變形控制和矯形技術(shù)相結(jié)合的方法。首先,可以運用有限元仿真技術(shù)預(yù)測不同工藝條件下的焊接應(yīng)力和變形,研究大型客機壁板構(gòu)件焊接變形規(guī)律,從而優(yōu)化出理想的焊接工藝參數(shù)。然后,開展焊前、焊接過程、焊后的變形控制和矯形技術(shù)研究,如射流沖擊熱沉處理、隨焊碾壓技術(shù)以及噴丸矯形等技術(shù),最終形成大型客機機身壁板激光焊接變形控制技術(shù)體系。
結(jié)束語
從長遠來看,大型客機生產(chǎn)中的焊接技術(shù),務(wù)必要符合航空制造業(yè)自身的特點,符合當(dāng)代制造業(yè)數(shù)字化、信息化、智能化、柔性化等發(fā)展方向。要開展焊接過程數(shù)字建模、有限元模擬仿真的研究,針對大型客機焊接零部件開發(fā)焊接專家系統(tǒng),更要實現(xiàn)數(shù)字化的焊接信息共享和過程控制。
大型客機激光焊接工藝研究是集合了焊接冶金學(xué)、焊接結(jié)構(gòu)設(shè)計、焊接過程控制、焊接缺陷無損檢測、焊接模擬仿真甚至數(shù)字化焊接的技術(shù)體系。由于民機產(chǎn)品的特殊性,大型客機激光焊接技術(shù)體系中尚有許多技術(shù)難點有待攻克。在激光焊接突飛猛進的今天,鑒于國外先進航空制造企業(yè)在大型客機上的成功應(yīng)用的先例,基于我國廣大焊接科研工作者長期以來在鋁合金激光焊接領(lǐng)域的成果,如中國商飛及相關(guān)參與單位在該項目上已經(jīng)取得的豐碩成果,相信我國大型客機生產(chǎn)中激光焊接機身壁板制造技術(shù)不久即將實現(xiàn)。
參考文獻
[1] 張盛海. 高強鋁合金T型接頭的激光焊接[D].北京:北京工業(yè)大學(xué), 2005.
[2] 占小紅, 歐文敏,魏艷紅,等.飛機壁板先進焊接技術(shù)應(yīng)用現(xiàn)狀.航空制造技術(shù),2013(22):42-44.
[3] 陳彥賓. 現(xiàn)代激光焊接技術(shù). 北京:科學(xué)技術(shù)出版社,2005.
[4] 李巧艷. 兩種鋁合金的雙光點激光焊接研究[D]. 大連:大連交通大學(xué), 2006.
作者:占小紅 歐文敏 魏艷紅
轉(zhuǎn)載請注明出處。


 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀





















 關(guān)注我們
關(guān)注我們

