



/img/zhengzaibaoming.jpg)
在航空發(fā)動(dòng)機(jī)制造行業(yè),材料性能不斷提升,難加工材料(高溫合金)的數(shù)控加工技術(shù)已經(jīng)成為行業(yè)內(nèi)普遍關(guān)注的問(wèn)題。陶瓷刀具材料具有硬度高、耐磨性能和耐熱性能好、化學(xué)穩(wěn)定性優(yōu)良、不易與金屬產(chǎn)生粘結(jié)的特點(diǎn),已成為高速切削高溫合金的主要刀具材料之一。而且陶瓷刀具的最佳切削速度比硬質(zhì)合金刀具高8~10倍,能夠大幅度提高切削效率。當(dāng)前,新型陶瓷刀具不斷出現(xiàn),有專家預(yù)計(jì),在世界范圍內(nèi)陶瓷刀具在機(jī)械加工刀具中所占比重將達(dá)15%~20%。它的發(fā)展將可能引起切削加工領(lǐng)域的又一次革命。
高溫合金(主要指鎳基或鈷基合金)在高溫下具有優(yōu)良的穩(wěn)定性和防蠕變性,GH4169常溫下硬度高(可達(dá)HRC35~47),韌性很好。但與普通鋼件相比,其機(jī)械加工性能較差,切削過(guò)程需要消耗更多的能量。
21世紀(jì)初,我們公司開(kāi)始大量購(gòu)進(jìn)數(shù)控設(shè)備,逐步淘汰了普通機(jī)床,可轉(zhuǎn)位硬質(zhì)合金刀具逐步取代了傳統(tǒng)的焊接刀具,生產(chǎn)效率得到前所未有的提高。
近10年來(lái),應(yīng)用硬質(zhì)合金刀具加工鈦基、鎳基和鈷基高溫合金得到廣泛普及,硬質(zhì)合金材料在低于600℃的工作溫度下所表現(xiàn)出來(lái)的高硬度及高韌性使之成為切削高溫合金及鈦合金非常理想的的刀具。但硬質(zhì)合金刀具有一個(gè)致命的弱點(diǎn),其熔點(diǎn)約為1200℃,當(dāng)切削區(qū)溫度高于800℃時(shí),刀刃的強(qiáng)度和硬度會(huì)大幅下降,磨損加劇,甚至難以完成正常切削。因此,應(yīng)用硬質(zhì)合金刀具切削高溫合金材料時(shí),為避免切削區(qū)溫度過(guò)高,線速度只能維持在40m/min左右。對(duì)加工余量較大的零件,由于緩慢的切削速度,金屬去除率很低,占機(jī)時(shí)間很長(zhǎng),生產(chǎn)成本大大增加,這使得現(xiàn)代數(shù)控機(jī)床的潛力遠(yuǎn)沒(méi)有發(fā)揮出來(lái)。隨著新型發(fā)動(dòng)機(jī)性能不斷提高,新材料不斷涌現(xiàn),硬質(zhì)合金刀具已經(jīng)很難適應(yīng)。因此,尋找一種更加理想的切削刀具已成為當(dāng)務(wù)之急。
發(fā)達(dá)國(guó)家的航空發(fā)動(dòng)機(jī)企業(yè)(如美國(guó)GE公司、英國(guó)羅·羅公司)早在20年前就開(kāi)始用采陶瓷刀具加工高溫合金材料。陶瓷材料最大特點(diǎn)就是熔點(diǎn)高(2000℃以上),1200℃時(shí)硬度不會(huì)下降很多,是一種非常理想的取代硬質(zhì)合金刀具實(shí)現(xiàn)高速切削的材料。而在我國(guó),由于種種原因,此類刀具的使用還未廣泛普及。
切削加工中的切屑成型是一種典型的大變形過(guò)程,涉及到材料非線性、幾何非線性以及邊界非線性問(wèn)題,在高速切削過(guò)程中還涉及到熱力藕合問(wèn)題。
著名切削專家皮斯潘尼和莫詹特(Piisnen & Merchant)早在1945年提出的切屑形成機(jī)理中指出:在剪切力(切削力)的作用下,剪切面附近的晶界開(kāi)始被撕裂變形,與基體分離形成切屑,并產(chǎn)生大量的熱量。實(shí)際上,約80%的切削熱由此產(chǎn)生。
應(yīng)用陶瓷刀具實(shí)現(xiàn)高速切削的核心就是要充分利用陶瓷材料的高溫特性,提高切削速度,使切削熱量不斷聚積,切削區(qū)溫度升高,軟化切屑,使切削變得很容易。盡管陶瓷材料與硬質(zhì)合金材料相比,其韌性與耐磨性相差很多,但其高溫穩(wěn)定性是硬質(zhì)合金刀具遠(yuǎn)達(dá)不到的。因此,提高線速度是增加切削區(qū)溫度最有效的方法。理論上說(shuō),陶瓷刀具的切削速度和金屬去除率應(yīng)是硬質(zhì)合金刀具的5~10倍甚至更多。
刀具商在推廣時(shí)只提出陶瓷刀具適合加工HRC55以上的材料,而對(duì)于小于HRC55的材料未見(jiàn)相應(yīng)的報(bào)道。本文針對(duì)小于HRC55的材料的加工談一點(diǎn)自己的體會(huì)。
由于長(zhǎng)時(shí)間使用硬質(zhì)合金刀具,操作者已習(xí)慣于低速切削,而這種適合硬質(zhì)合金的加工方式恰恰是陶瓷刀具加工中的最大禁忌。在使用陶瓷刀具時(shí),出于安全考慮,操作者總是不敢提高轉(zhuǎn)速,甚至希望在普通車床上使用陶瓷刀具。以往陶瓷刀具使用過(guò)程中遇到的大部分問(wèn)題都是由于切削速度不足而造成的。
在國(guó)外眾多陶瓷刀具供應(yīng)商中,通過(guò)比較,我們最終選定了美千術(shù)道具國(guó)綠葉公司(Greenleaf Corporation)的陶瓷刀具。其專利產(chǎn)品WG300首次采用了晶須增刃技術(shù),大大改善了基體的韌性,具有卓越的耐熱負(fù)載性和抗沖擊能力,從而解決了陶瓷材料質(zhì)脆易碎的致命難題。
試驗(yàn)加工實(shí)例
1 鎳基高溫合金GH4169環(huán)鍛件的加 工
該材料相當(dāng)于美國(guó)材料牌號(hào)Inconel 718,硬度HRC35~47。由于對(duì)陶瓷刀具的特性了解不夠,我們還沒(méi)有從硬質(zhì)合金刀具參數(shù)選擇的束縛中擺脫出來(lái),第一次試驗(yàn)選擇了以下參數(shù):線速度為230m/min,進(jìn)給速度為0.23mm/r,切深為1.7mm,即使采用以上切速也比使用硬質(zhì)合金刀具所選切速高6倍;選用的刀片為RNGN 120700 T1 WG300。所得的試驗(yàn)結(jié)果并不理想。刀刃側(cè)面出現(xiàn)較深的溝狀磨損,刀尖處有局部“崩刃”現(xiàn)象。
分析結(jié)果可知,這是由于線速度不夠,切削點(diǎn)溫度低,鐵屑沒(méi)有充分軟化導(dǎo)致啃蝕刀刃形成溝狀磨損。另外,等切深切削也是產(chǎn)生溝狀磨損的重要原因。
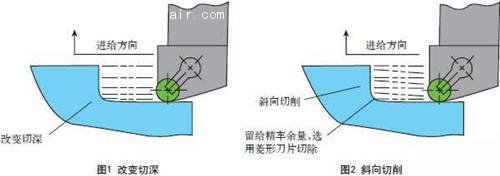
經(jīng)過(guò)多次試驗(yàn),選擇了以下參數(shù):線速度為380m/min,進(jìn)給速度為0.23mm/r,切深為1.7mm。進(jìn)刀時(shí),采用了斜向切削新工藝(見(jiàn)圖1和圖2),即在切削過(guò)程中逐漸降低切深,切削點(diǎn)處的溝狀磨損會(huì)消失。在下一次切削時(shí)保持正常切深即可達(dá)到斜向切削效果,因?yàn)榇藭r(shí)工件表面已經(jīng)是斜面。斜向切削時(shí)切削深度必須由深到淺。刀片越升越高最終退出切削,在已加工表面產(chǎn)生一個(gè)斜面。第二次切削時(shí)采用直線切削,可高效率地切除第一次切削留下的斜面。由于多次切削時(shí)切深采用遞減方式,可能需要時(shí)間會(huì)較長(zhǎng),但刀具壽命會(huì)延長(zhǎng)很多。這會(huì)大大減少換刀時(shí)間。試驗(yàn)結(jié)果令人滿意,磨損輕微,刀刃形狀完好。
淘寶特賣網(wǎng)最好的好用去眼袋眼霜推薦瘦臉時(shí)尚論壇瘦腰哪種減凸肚粗腿方法好非常好什么牌子的去黑頭好用
?
2 鈷元素含量高的鑄造高溫合金圓環(huán)的斷續(xù)切削
該材料屬鑄造高溫合金,硬度小于HRC33,含Co量14%~16%(質(zhì)量分?jǐn)?shù)),該材料韌性大,是高溫合金中最難加工的材料之一。該零件結(jié)構(gòu)是大直徑小弦長(zhǎng)的環(huán)塊。加工時(shí)將多塊零件組成的一個(gè)圓環(huán),并沒(méi)有頭尾吻接,零件之間留有間隙。為了保證刀尖強(qiáng)度,以往采用超低速切削(線速度僅為10m/min)。而且加工后的零件表面還會(huì)呈現(xiàn)晶粒與晶界間有明顯的凸凹不平,還需用磨削的方法進(jìn)行表面修整加工。
為解決加工效率低這一難題,我們?cè)囉锰沾傻毒呒庸ぴ摿慵S捎趯?duì)采用陶瓷刀片斷續(xù)切削沒(méi)有概念,第一次試驗(yàn)選擇了線速度為420m/min。一刀走下來(lái),刀片完全撞碎;第二次試驗(yàn),將線速度提高到560m/min,并適當(dāng)調(diào)整了切深和進(jìn)給,結(jié)果是刀片沒(méi)碎,但刀尖嚴(yán)重磨損。后來(lái),又進(jìn)行了多次試驗(yàn),并逐步把切速提高到線速度為790m/min,這是以前從未達(dá)到過(guò)的切速,經(jīng)過(guò)多次調(diào)整切削參數(shù)及走刀路線,刀片只表現(xiàn)出正常的磨損,加工后的零件尺寸滿足要求,同時(shí)粗糙度達(dá)到了Ra1.6μm。加工效率是原來(lái)的近80倍。經(jīng)過(guò)試驗(yàn),得到斷續(xù)切削加工規(guī)律:選擇負(fù)倒棱較大的刀片,降低進(jìn)給,增大切速。遵循這個(gè)原則,斷續(xù)切削將會(huì)順利進(jìn)行。
結(jié)論
根據(jù)以上試驗(yàn),我們得到以下結(jié)論:
(1)刀片壽命的長(zhǎng)與短,速度是關(guān)鍵。一定要轉(zhuǎn)變觀念,大膽提高切削速度。保證在切削過(guò)程中產(chǎn)生足夠的切削熱,這是提高刀具壽命關(guān)鍵中的關(guān)鍵。但切速并不是越高越好,切削溫度過(guò)高,過(guò)多的切削熱不能被帶走而留在基體內(nèi)造成零件溫度升高,由于熱應(yīng)力導(dǎo)致零件變形。另外,在試驗(yàn)中我們發(fā)現(xiàn),一旦速度超過(guò)某一極限值,刀刃磨損將非常快。#p#分頁(yè)標(biāo)題#e#
(2)陶瓷材料的耐磨性不如硬質(zhì)合金,如果采用等切深多次切削,勢(shì)必在刀刃與零件的接觸點(diǎn)處出現(xiàn)垂直于刀刃的溝狀磨損。因此,需要不斷改變刀刃與工件的接觸點(diǎn),這種方法對(duì)于延長(zhǎng)刀刃的使用壽命非常有效。
(3)與硬質(zhì)合金相比,陶瓷材料還是較脆的,因此在切削過(guò)程中應(yīng)堅(jiān)決杜絕振動(dòng)現(xiàn)象。這就要求機(jī)床有足夠大的功率,主軸轉(zhuǎn)動(dòng)平穩(wěn),進(jìn)給均勻,切削路線為“推削”。不要試圖在普通機(jī)床上使用陶瓷刀具。
(4)對(duì)于不同硬度的材料要選用合理的切削參數(shù)及走刀路線,使進(jìn)給和切速優(yōu)化組合,只有這樣才能保證高效切削。
?
?
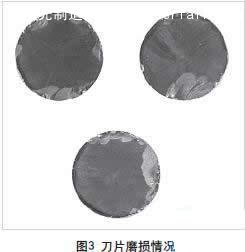
(5)刀片正面如果出現(xiàn)局部崩刃(見(jiàn)圖3)是由于側(cè)面磨損加劇產(chǎn)生壓力造成,這種現(xiàn)象通常不影響刀具的性能。實(shí)際上,刀片前面崩刃后會(huì)產(chǎn)生新的鋒利的刀刃,切削可以繼續(xù)進(jìn)行,切削效果也令人滿意,在精加工時(shí)“崩刃”會(huì)影響光潔度,還會(huì)產(chǎn)生“毛邊”。 “崩刃”時(shí),在刀片前面可看到火花,此火花是由于溫度很高的鐵屑通過(guò)刀片粗糙平面時(shí)產(chǎn)生的,應(yīng)降低進(jìn)給完成本次切削。
(6)在下次切削前,應(yīng)檢查是否需要更換刀片,粗加工時(shí)應(yīng)充分利用已“崩刃”的刀片,不要匆忙決定放棄該刀片。可以繼續(xù)使用已“崩刃”刀片直到的確不能切削為止。
(7)陶瓷刀片不會(huì)出現(xiàn)嚴(yán)重?cái)嗔讯劤墒鹿剩菆?zhí)行了嚴(yán)重的錯(cuò)誤操作。陶瓷刀片主要磨損形式有崩刃、后刀面磨損。所謂后刀面磨損是一種漸進(jìn)的磨損形式,各種刀具都存在這種磨損,其磨損程度與相應(yīng)的切速是衡量刀具壽命的指標(biāo)。對(duì)于鎳基合金零件陶瓷刀片的溝狀磨損現(xiàn)象發(fā)生在切深線上,理想的應(yīng)用方法應(yīng)是溝狀磨損達(dá)到最大的同時(shí)后刀面磨損也達(dá)到最大。溝狀磨損允許擴(kuò)展至刀片1/3的厚度上,迅速的溝狀磨損或崩刃經(jīng)常出現(xiàn)在切削區(qū)域內(nèi),是由于切削區(qū)域熱量不足造成的。只要提高切速或降低進(jìn)給或兩者同時(shí)調(diào)整即可糾正。
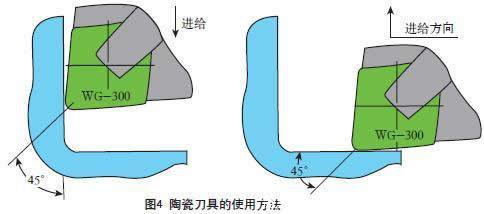
(8)適用于硬質(zhì)合金刀具的走刀路線應(yīng)區(qū)別于陶瓷刀片走刀路線,(見(jiàn)圖4)。由于溝狀磨損陶瓷刀片會(huì)很快失效。陶瓷刀具切削編程與硬質(zhì)合金刀具的編程方法和走刀路線不完全同,必須采用恰當(dāng)?shù)淖叩堵肪€和切削參數(shù)。
?
?
(9)壁厚小于2mm的薄壁件的精加工,不適合選用陶瓷刀具。還是要使用硬質(zhì)合金刀具。
結(jié)束語(yǔ)
陶瓷材料是21 世紀(jì)最有希望、最有競(jìng)爭(zhēng)力的刀具材料,它的發(fā)展將有可能引起切削加工領(lǐng)域的又一次革命。雖然我們?cè)趪L試過(guò)程中獲得了一些經(jīng)驗(yàn),但還需要進(jìn)一步試驗(yàn)拓寬加工材料的品種,只有掌握好陶瓷刀具的性能,才能更好地應(yīng)用于高溫合金的加工。
轉(zhuǎn)載請(qǐng)注明出處。


 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀




















 關(guān)注我們
關(guān)注我們

