




摘要:本文以激光連接、成形、分離、表面等技術(shù)為例概要介紹了激光材料加工技術(shù)的研究現(xiàn)狀、技術(shù)難點以及目前在航空航天領(lǐng)域的應(yīng)用,最后指出了激光材料加工技術(shù)的未來發(fā)展趨勢。
前言
自1960年梅曼發(fā)明了第一臺紅寶石激光后,不同類型的激光發(fā)生器不斷涌現(xiàn),早在1963年就出現(xiàn)關(guān)于激光技術(shù)應(yīng)用的報道,激光焊接、切割、熔覆、合金化、制孔、標(biāo)刻等激光加工工藝在制造業(yè)的應(yīng)用層出不窮,這些工藝與大規(guī)模生產(chǎn)相結(jié)合為現(xiàn)代制造增添了活力,增加了內(nèi)容,同時也為激光技術(shù)提出了更高的要求,從而促進了激光技術(shù)的高速發(fā)展。
20世紀80年代高光束質(zhì)量大功率CO2激光器出現(xiàn),促進了激光焊接技術(shù)在白車身制造中的應(yīng)用;隨后激光焊接技術(shù)在船舶制造和A380等飛機機身制造中得到應(yīng)用。激光技術(shù)在面向生產(chǎn)制造的高功率領(lǐng)域長足發(fā)展的同時,也向超短、超快方向發(fā)展而拓寬了激光技術(shù)的應(yīng)用范圍,通訊、信息、醫(yī)療、測量等領(lǐng)域的激光應(yīng)用在逐步擴大。其中激光在制造領(lǐng)域的應(yīng)用占整個激光技術(shù)應(yīng)用的30%左右,而且這個比例在不斷擴大。德國、日本以及西方發(fā)達國家的在激光在制造領(lǐng)域的應(yīng)用占據(jù)著制高點。
目 前我國是一個制造大國,如何完成由制造大國向制造強國的轉(zhuǎn)變是一個長期而艱巨的任務(wù)。激光材料加工技術(shù)作為新型、綠色、低碳型技術(shù)在未來制造領(lǐng)域的地位是 不言而喻的,進行激光與物質(zhì)相互作用的研究、探究其中的物理現(xiàn)象、擴展激光應(yīng)用的基礎(chǔ)研究,促進激光材料加工技術(shù)在工業(yè)、國防、航空航天、醫(yī)療等領(lǐng)域的應(yīng) 用意義重大。
激光連接技術(shù)在航空航天領(lǐng)域的應(yīng)用
目 前激光連接技術(shù)在工業(yè)領(lǐng)域的應(yīng)用份額僅次于表面加工和激光切割。傳統(tǒng)的飛機制造中連接技術(shù)主要采用鉚接工藝,因為飛機結(jié)構(gòu)中的鋁合金是熱處理強化鋁合金, 經(jīng)熔焊后,焊縫區(qū)以及熱影響區(qū)的熱處理強化效果就會喪失,晶間裂紋難以避免。因此傳統(tǒng)熔焊方法一度成為飛機制造的禁區(qū)。另外,由于鋁合金對激光具有較高的 反射性,輻照在鋁合金表面的CO2激光功率的97%被反射掉;而且鋁合金特殊的物理特性如較高的導(dǎo)熱性、較高的熱膨脹系數(shù)、熔化時黏性較低等特性決定了焊接過程的不穩(wěn)定性以及焊縫缺陷形成的傾向。直到90年代高光束質(zhì)量、高功率激光器的出現(xiàn)鋁合金的深熔焊接才成為可能。經(jīng)過人們的不懈努力,這一技術(shù)終于在21世紀之初在飛機制造中得到應(yīng)用。
激光焊接鋁合金首先實現(xiàn)了機身外皮與長桁之間的連接,并且在A318外殼系列產(chǎn)品上得以實現(xiàn)。在該項技術(shù)中CO2激光器作為焊接熱源,焊接材料主要為6000系列,這種材料在添加填充焊絲的情況下具有較好的可焊性。這樣使用填充焊絲的激光雙面焊接技術(shù)取代了傳統(tǒng)的蒙皮#p#分頁標(biāo)題#e#-長桁間的鉚接過程,如圖1。激光焊接結(jié)構(gòu)降低了對材料的消耗,減輕了飛機的重量,減少了生產(chǎn)工藝步驟,提高了制造速度,從整體上實現(xiàn)了降低成本的目標(biāo)。另一方面由于沒有鉚接用孔以及鉚接連接所需的搭接結(jié)構(gòu),改善了飛機的氣體動力學(xué)性能,一體化的制造方式同時也降低了飛機的維修成本。
目前空客A318的兩個機身外殼總共110m焊縫采用激光焊接,A380八個機身外殼共650m焊縫采用激光焊接。新型飛機也越來越多地采用激光焊接機身外殼,所以在飛機制造過程中機身的激光焊縫長度在繼續(xù)增長,A340中14個機身外殼798m激光焊縫,A350中18個機身外殼1000m激光焊縫。隨著飛機型號的更新激光焊接機身外殼數(shù)量也在不斷增加。在2005年共有A318、A380、#p#分頁標(biāo)題#e#A340等型號210個機身外殼采用激光焊接,在未來激光焊接的機身外殼數(shù)量將顯著增加。
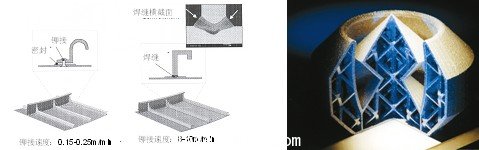
圖1 鉚接以及激光焊接機身外殼結(jié)構(gòu)的比較 圖2 采用SLM技術(shù)制造的鈦合金中空結(jié)構(gòu);
激光成形技術(shù)在航空航天領(lǐng)域的應(yīng)用
激光成形技術(shù)自20世紀80年 代誕生以來在材料、工藝、設(shè)備以及相關(guān)的應(yīng)用領(lǐng)域得到了迅猛的發(fā)展。與傳統(tǒng)制造技術(shù)相比,其不僅可以縮短產(chǎn)品研發(fā)時間、降低研發(fā)成本、對市場需求進行快速 反應(yīng),另外其寬泛的設(shè)計自由度以及易于與其他制造技術(shù)進行集成的特點為制造業(yè)單件、小批量、個性化生產(chǎn)零件提供了可能,使之成為21世紀最具有潛力的制造技術(shù)。雖然目前激光成形件還存在著工藝“瓶頸”如表面質(zhì)量相對粗糙、內(nèi)部存在孔洞、氣孔等缺陷、裂紋和變形難以控制等,但是一批激光成形技術(shù)的零件由于具有較高的性能、尺寸的精確性而用于航空航天、國防、汽車、醫(yī)療、電子等領(lǐng)域。
#p#分頁標(biāo)題#e#激 光成形技術(shù)在航空航天領(lǐng)域的應(yīng)用可以概括為直接制造金屬零件和航空發(fā)動機零件的修復(fù)。飛機起落架、外掛架翼肋、外掛架艙壁等零件可以直接制造。這些零件一 般為鈦合金、鋁合金等輕型結(jié)構(gòu)件,具有用量少、結(jié)構(gòu)復(fù)雜等特點,一般采用傳統(tǒng)的方法難以加工、即使可以加工由于制模等過程零件加工所需的時間較長、復(fù)雜零 件的加工受到限制或者我國缺乏大噸位水壓、油壓機等基礎(chǔ)設(shè)施的因素,限制了這些零件的快速面世,圖2為采用區(qū)域選擇激光熔化技術(shù)(SLM,Selective Laser Melting)制造的鈦合金中空結(jié)構(gòu),壁厚僅為0.5mm,這樣的零件采用精密鑄造方法無法制造。
LENS(Laser Engineered Net Shaping)技術(shù)可用于傳統(tǒng)焊接方法無法修復(fù)的零件,如航空發(fā)動機渦輪轉(zhuǎn)子、壓氣機定子等元件,這些零件一般采用鎳基合金或者鈦合金制造,制造過程費時費力,制造成本也較高,一旦缺損修復(fù)的成本也較高。LENS技術(shù)的另一應(yīng)用就是“移動式零件修復(fù)醫(yī)院”。它在沒有要建零件數(shù)據(jù)信息的情況下,采用衛(wèi)星通信設(shè)備傳輸有關(guān)要制造零件的信息,或者采用逆向工程獲得要建零件的外部輪廓信息,經(jīng)過必要的處理后直接實現(xiàn)修復(fù)或者制造。LENS技術(shù)最具特色優(yōu)勢在于制造的過程中實現(xiàn)零件中材料成分的實時連續(xù)變化,制造具有材料以及性能梯度的高性能零部件。圖3a為采用LENS技術(shù)制造的先進渦輪發(fā)動機三合金葉輪。該葉輪的A處為Ti6Al4V合金、B處采用正斜方晶鈦合金Ti22-23、C處采用γ-TiAl(Ti48Al2Cr2Nb)合金制造。圖3b為Ti6Al4V與γ-TiAl(Ti48Al2Cr2Nb)兩種合金的冶金結(jié)合界面。

圖3 a)采用LENS制造的先進渦輪發(fā)動機的三合金葉輪;b) Ti6Al4V與γ-TiAl(Ti48Al2Cr2Nb)的連接界面
激光分離技術(shù)在航空航天領(lǐng)域的應(yīng)用
激 光打孔技術(shù)為以激光束為熱源采用熱去除方法進行的分離技術(shù)。與傳統(tǒng)打孔技術(shù)相比其優(yōu)勢在于較高的柔性以及較好的自動化程度。激光打孔為無接觸打孔,加工工 具與被加工材料之間不會造成摩擦,也不會因為被加工材料較硬而發(fā)生鉆頭折斷,激光打孔與傳統(tǒng)打孔技術(shù)的對比見表#p#分頁標(biāo)題#e##p#分頁標(biāo)題#e#1。激光對金屬材料、陶瓷材料以及高分子材料的精細以及微打孔技術(shù)以已經(jīng)成熟,主要應(yīng)用于汽車工業(yè)、半導(dǎo)體工業(yè)、制表業(yè)以及醫(yī)療技術(shù)中。
激光打孔與激光切割、激光焊接的方法相同,具有復(fù)雜的物理過程。根據(jù)材料被去除的形式分為激光熔化打孔和激光升華打孔方法。兩者的物理機制不同,打孔的質(zhì)量不同,分別適合不同的被加工材料。
目前工業(yè)發(fā)達國家的航空產(chǎn)品生產(chǎn)上均配有相當(dāng)數(shù)量的多坐標(biāo)激光打孔機,例如美國通用電器公司將激光打孔技術(shù)應(yīng)用在航空發(fā)動機的生產(chǎn)中,據(jù)統(tǒng)計每臺發(fā)動機平均要用激光打孔10萬個,一年生產(chǎn)的葉片、火箭筒和隔熱屏等零件要打孔5000萬個。此外渦輪葉片、機匣外殼和燃燒室也采用激光打孔。
激光打孔速度雖然已經(jīng)很快,但仍然不能滿足日益增長的社會需求,還在向更高的打孔速度方向發(fā)展。另外新的加工材料層出不窮,要求熱源具有更強的加工能力,提高難加工材料的使用價值。此外激光打孔也在向微米級尺寸方向上發(fā)展,向更深的打孔深度方向發(fā)展。
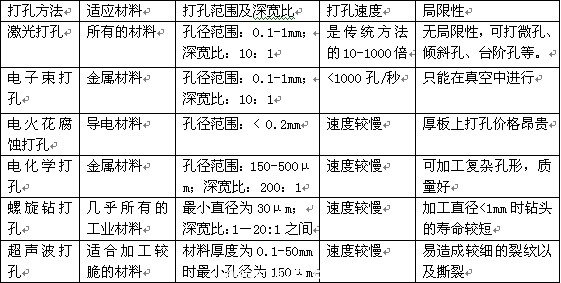
表1 激光打孔方法與傳統(tǒng)打孔方法技術(shù)指標(biāo)的對比
激光表面技術(shù)在航空航天領(lǐng)域的應(yīng)用
激光沖擊技術(shù)的原理是,短脈沖、高峰值功率密度的激光在輻射金屬表面發(fā)生汽化蒸發(fā)時產(chǎn)生高壓沖擊波,這些沖擊波在材料表層形成密集、穩(wěn)定的位錯結(jié)構(gòu)的同時,使材料表層產(chǎn)生應(yīng)變硬化和殘留壓應(yīng)力,從而顯著提高材料的抗疲勞和抗應(yīng)力腐蝕等性能。
激光沖擊強化時產(chǎn)生的沖擊波壓力達到數(shù)GPa乃至TPa量級,沖擊波在10~20ns內(nèi)將單脈沖能量幾十焦耳的光能轉(zhuǎn)變成沖擊波機械能,由于沖擊波作用時間短,僅為幾十納秒,應(yīng)變率比機械沖壓高出10000倍。激光沖擊強化技術(shù)上述高壓、高能和超高應(yīng)變率等特點可以用于改善飛機和航空發(fā)動機結(jié)構(gòu)中金屬材料的表面性能,減少疲勞和腐蝕等失效的可能性,與傳統(tǒng)的噴丸、滾壓、內(nèi)擠壓等多種表面強化工藝相比,具有更多的優(yōu)勢。
激光沖擊強化技術(shù)開發(fā)于20世紀70年代初的美國貝爾實驗室,由于缺少可靠的、高脈沖頻率的大功率激光器而一直未能實用化。直到上世紀90年代,美國利佛莫爾國家實驗室等開展了激光沖擊強化技術(shù)的理論、工藝和設(shè)備研究,使該技術(shù)獲得了發(fā)展,1997年首次將此技術(shù)用于航空發(fā)動機單體葉片的強化處理,大幅度提升了葉片的抗異物破壞能力和高周疲勞性能。目前該技術(shù)可應(yīng)用于發(fā)動機整體葉盤強化、機翼壁板成形、機身小孔強化等方面。
整體葉盤是提高發(fā)動機性能、簡化結(jié)構(gòu)、減輕重量、提高可靠性的重要措施。激光強化可用于葉片邊緣缺口小于#p#分頁標(biāo)題#e# 3mm的葉片,使其使用壽命與完好的未強化葉片相當(dāng),如圖4a)。在役未強化的整體葉盤葉片出現(xiàn)微小裂紋后經(jīng)沖擊處理,疲勞強度仍能滿足要求。自2003年起美軍將激光沖擊技術(shù)應(yīng)用于航空發(fā)動機整體葉盤,到2009年F22戰(zhàn)機上75% 的整體葉盤都經(jīng)過激光沖擊處理。焊接接頭的力學(xué)性能不足和存在的殘余應(yīng)力可能引起脆性斷裂、疲勞斷裂、應(yīng)力腐蝕破壞以及降低結(jié)構(gòu)的穩(wěn)定性。研究結(jié)果表明,經(jīng)激光沖擊處理后,2195鋁合金攪拌摩擦焊焊接接頭的屈服強度提高60%、抗拉強度提高11%。機翼整體壁板結(jié)構(gòu)較大,型面復(fù)雜,而且壁板內(nèi)部存在加強筋,如圖4b)。因而機翼壁板成形是飛機制造的重大難題。激光沖擊成形用于機翼壁板成形產(chǎn)生的殘余壓應(yīng)力深,容易控制成形參數(shù)而更具優(yōu)勢。
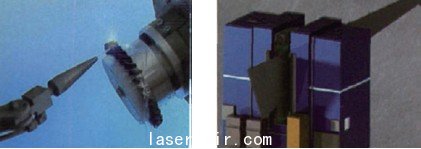
圖4 a)采用激光強化處理整體葉盤;#p#分頁標(biāo)題#e#b) 采用激光強化處理機翼壁板
目前激光沖擊技術(shù)一般采用工件固定、激光運動的方式進行。而且開始采用方形光斑代替圓形光斑以避免在沖擊區(qū)的中心產(chǎn)生應(yīng)力空洞現(xiàn)象。方形光斑的采用使搭接率減少為3%(圓形光斑的搭接率在20%以上),不僅強化效率大幅高,表面粗糙度也得到改善。
激光材料加工技術(shù)的未來發(fā)展趨勢
自激光出現(xiàn)的60年 時間里,激光以及激光材料加工技術(shù)發(fā)生的巨大進展無疑是喜人的,本文中的內(nèi)容只是在一個行業(yè)應(yīng)用的實例,還有很多突出的進展由于篇幅有限在文中并沒有述 及。未來人們將繼續(xù)對激光與材料之間的物理作用進行深入的探索,對相互作用區(qū)的物理現(xiàn)象逐漸加深,在這樣的基礎(chǔ)上人們可以更加準確的控制工藝過程,使激光 材料加工技術(shù)能更符合工業(yè)領(lǐng)域的應(yīng)用,擴大在激光材料加工技術(shù)在工業(yè)領(lǐng)域的應(yīng)用范圍。
轉(zhuǎn)載請注明出處。


 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀





















 關(guān)注我們
關(guān)注我們

