



長期以來,激光焊接和電弧焊接兩種工藝由于能源傳輸?shù)奈锢磉^程和能源流動的方式不同,都有其各自的特殊應用領域。激光焊接工藝的熱影響區(qū)非常窄,焊縫的深寬比也很高,具有較高的焊接速度,但由于焦點直徑很小,所以焊縫橋接能力很差。電弧焊工藝能源密度較低,但可以在表面形成較大的聚焦點,缺點是工藝速度較慢。
如果將這兩種工藝結合起來,結果會怎樣呢?事實證明,兩種工藝的混合焊接工藝可以獲得非常好的綜合效應,在焊接質量、生產(chǎn)工程和生產(chǎn)成本等方面都有明顯的優(yōu)勢,因此在汽車工業(yè)中得到了廣泛應用。
開 發(fā)
早在20世紀70年代,將激光光束和焊接電弧融合到一起形成焊接工藝的方法就已經(jīng)為人知曉,但是,此后很長一段時間,人們并沒有對這種工藝進行進一步研發(fā)。不過,最近研究人員又開始把目光轉向這種工藝,試圖再將電弧焊接的優(yōu)勢與激光焊接的優(yōu)勢結合起來,形成一種混合型的焊接工藝。
在早些時候,激光器是否適合工業(yè)使用尚待證明,而今天,在許多生產(chǎn)企業(yè)里,激光器幾乎已經(jīng)成為一種標準設備。將激光焊接工藝與另外一種焊接工藝相結合,被稱為“激光混合焊接工藝”,即激光束和電弧同時在一個焊接區(qū)域內(nèi)起作用,二者相互影響、相互支持。
激光焊接不僅需要強大的激光功率,而且還需要高質量的激光束,這樣才能獲得理想的“深焊縫效應”。例如大眾汽車公司目前正在進行的項目就使用燈泵浦固體激光器,激光光束的功率為4kW,激光通過水冷600mm玻璃纖維進行傳輸,激光束通過焦距為200mm/220mm的調焦模塊投射到待焊工件上。
激光電弧混合焊接工藝是將激光焊與電弧焊這兩種焊接工藝有機地結合起來,從而獲得了優(yōu)良的綜合性能,提高了效率/成本比。如1.5mm+2.0mm AlMgSi1接頭激光混合焊接的焊接速度可以達到8.1m/min,并且只需使用4kW的固體激光源。
當利用激光混合焊接工藝焊接金屬工件時,釹釔鋁石榴石激光束進行聚焦后獲得強度為106W/mm2 的光束。當激光束打到材料表面上時,照射點被加熱到汽化溫度,由于汽化金屬逃逸,在焊縫金屬上形成汽化空腔,焊縫接頭突出的特點是極高的深寬比例,自由燃燒電弧的能量流動密度稍稍高于104W/mm2。除了來自電弧的熱量以外,激光束將熱量傳輸給接頭頂部的焊縫金屬。與順序配置兩種不同的焊接工藝先后連續(xù)起作用不同,混合焊接工藝可以看成兩種焊接工藝結合起來同時在同一工藝區(qū)域內(nèi)共同作用。根據(jù)所用的電弧或激光工藝種類以及工藝參數(shù)的不同,工藝之間相互影響的程度不同,產(chǎn)生影響的方式也不同。
把激光和電弧相結合,與將兩種工藝單獨使用相比,焊縫穿透深度和焊接速度都有所增加。從蒸汽空腔逃逸出來的金屬蒸汽與電弧等離子作用,釹釔鋁石榴石激光輻射吸收進入工藝等離子中數(shù)量微乎其微。根據(jù)兩種工藝的功率輸入比例,總體工藝特性主要決定于激光或電弧。工件表面溫度會對激光輻射吸收產(chǎn)生實質性影響。在激光工藝開始之前,必須克服初始反射,特別是鋁材表面上的反射,采用特殊啟動程序啟動焊接,可以起到克服初始反射的作用。在達到汽化溫度之后,汽化空腔形成,這時幾乎所有輻射能都可以作用在工件上,這時所需的能量取決于與溫度有關的吸收情況和通過傳導到工件其余部分而損耗能量的多少。在混合焊接工藝中,汽化不僅發(fā)生在工件表面,而且還發(fā)生在焊絲上,因此可以獲得更多的金屬蒸汽,反過來又利于激光輻射的輸入,防止工藝參數(shù)的下降。
在激光混合焊接系統(tǒng)中,焊頭(見圖1)是最關鍵的部件,它包括MIG焊槍、激光光學系統(tǒng)、水冷系統(tǒng)及空氣清潔系統(tǒng)。焊頭的幾何尺寸較小,以確保較好的焊接可達性,尤其是在焊接車身時更為明顯,此外,焊頭還具有良好的可拆卸性,便于安裝到機器人上,同時在焊接過程中要求焦距和焊矩具有可調功能。

圖1 激光混合焊接焊頭
如何防止焊接過程中的飛濺污染激光頭的防護玻璃是激光混合焊接工藝的一個重要難題。隨著焊接過程中的飛濺對玻璃片的污染程度的增加,會導致作用在工件上的激光能量逐漸減少,甚至可能降低90%。為了解決飛濺污染問題,奧地利Fronius公司在防護玻璃前安裝了“Cross jet”系統(tǒng),可將飛濺轉向90°,避免了飛濺沾觸防護玻璃,使激光混合焊頭不受煙塵和飛濺的污染,長時間保持清潔。激光混合焊頭帶雙循環(huán)水冷冷卻系統(tǒng),焊槍設計的負載為250A 100%(指MIG焊)和4kW的激光能源。
優(yōu) 勢
電弧焊接的特點是有廉價的能量來源,激光焊接工藝容許大的焊接深度、高的焊接速度、低的熱負荷以及狹窄的焊縫接頭,在一定密度下,激光光束會在金屬材料中產(chǎn)生“深焊縫效應”,只要激光功率足夠大,就可以焊接壁厚較大的零件。因此,激光混合焊接容許采用更高的焊接速度,由于電弧和激光束之間的相互作用,工藝穩(wěn)定性很好,增加了熱效率以及改進了工件公差。此外,熔池也比金屬極氣保護焊接要小一些,熱輸入較小,熱影響區(qū)也較小,使得焊接結構變形就比較小,減少了焊后后續(xù)校直的工作量。因為有兩個不同的焊接熔池,隨后來自電弧的熱輸入會給激光束焊接區(qū)域(特別是鋼鐵)進行回火處理,將硬度值更加均勻地分配到接頭的各個部分。
與激光焊接工藝相比,激光混合焊接工藝所需要的投資費用可以大為減少,其優(yōu)勢主要體現(xiàn)在更高的工藝穩(wěn)定性、更高的橋接能力、更深的穿透性和更大的韌性以及不需要在焊接機頭上使用壓力輪,顯著改進了焊接的可及性。與金屬極氣保護焊接工藝相比,激光混合焊接工藝的優(yōu)點為焊接速度更高、當焊接速度更高時穿透性更大、熱輸入值較低、拉伸強度更高、焊縫接頭較狹窄等。
使用激光混合焊接工藝,由于降低了激光束功率,因此可大大減少激光光源的能量消耗,因為激光束設備的效率只有3%。換言之,作用于工件上的激光束功率每降低1kW,則從電網(wǎng)上消耗的功率就大約要降低35kW。激光設備的成本是1kW激光功率為12萬美元。當利用混合工藝后,可以使用3kW的激光器,而不需要用4kW的激光器,于是就可以節(jié)省12萬美元的投資。另外只需要6.5萬美元購置額外的MSG設備和焊接機頭。
當焊接速度為2.4m/min時,采用激光焊接時焊縫不可能充滿,會產(chǎn)生咬邊,母材上的滲透也只有很少一點,焊道寬度非常小,因此,拉伸強度低。在激光混合焊接中,額外材料被運送到熔池中,咬邊處被金屬極氣保護焊的焊絲填滿,節(jié)約了部分激光能量。節(jié)約下來的激光能量可用于增加對母材的滲透深度,焊道寬度比材料厚度更大,這對于優(yōu)化機械性能是很必要的。
應 用
大眾汽車公司的策略是在汽車行業(yè)里盡量多地使用激光焊接工藝。在被稱為“D1概念車”的Phaeton型汽車(見圖2)上,所有的車門都是激光混合工藝焊接的。大眾汽車公司對車門結構的剛性具有很高的要求,如果沒有激光混合焊接工藝,則必須使用大的重型鑄鋁材料。為了與車身完美配合,要求幾何公差必須非常小,這樣,汽車在行駛中來自風阻的噪音等級會很低。為了生產(chǎn)具有這種剛性的車門,必須很好地混合使用板材、鑄件和沖壓件。要獲得較輕的重量,低密度的鋁材是一種完美的實用性材料。#p#分頁標題#e#

圖2 在大眾汽車公司的Phaeton汽車上,所有車門均采用激光混合焊接工藝來焊接
Phaeton型汽車車門的焊接由7個氣體金屬電弧焊縫、11個激光焊縫和48個激光混合焊縫組成,車門焊縫的總長度是4980mm,采用兩個鋁鑄件的激光混合焊接接頭,焊絲為AlSi12,直徑為1.6mm,保護氣體為氬氣。增加激光功率,可以獲得更高的焊接速度。與單純激光束焊接工藝相比,將激光束與電弧結合,可以產(chǎn)生更大的焊接熔池,可以對焊根間隙較寬的零件進行焊接。焊接速度范圍為1.2~4.8m/min,但是,工藝優(yōu)化速度為4.2 m/min,送絲速度為6.5m/min、激光功率為2.9kW。
在汽車行業(yè)里,許多地方應用搭接焊,而不進行接頭坡口準備。當前,這種焊接工作最為先進的工藝是采用冷焊絲激光焊接。當焊絲焊接接頭時,多數(shù)的激光能量都損失在熔化焊絲上。在帶有焊絲的激光焊接里,為了獲得所需的公差,必須使用壓力輪。因為焊接機頭尺寸比較高,在可及性方面有一定的局限性。這種工藝的典型參數(shù)是:焊接速度為2.8m/min、激光功率為4kW、送絲速度為6.6m/min。
在德國Neckarsulm市奧迪公司系列汽車的生產(chǎn)中,激光混合焊接工藝被應用到最關鍵的全鋁車身的焊接中。該汽車車身是第二代豪華奧迪A8系列的車身,在設計上追求沖擊安全性和抗扭曲變形。激光混合焊接的焊縫符合所有的要求,表現(xiàn)出強韌性、高強度和大熔深的特點。為了滿足客戶對這款車的高期望值,每一個細節(jié)都要精益求精,確保汽車的制造質量。激光混合焊接的窄焊縫可以滿足對外觀要求較高的工件,那么車身框架頂部的邊角處就不必再用塑料條帶填塞。在輕型汽車制造領域,所有上面提到的要求以及一些特殊的條件都必須得到滿足,而全鋁車身的制造過程對這些要求更為嚴格。
奧迪A8車體的負載結構是由一個空間框架構成。這個框架結構是由鋁板擠壓成形的,這個結構的可靠性已在第一代奧迪A8的身上得到充分證明,該框架結構是由不同規(guī)格的鋁板連接而成。最新一代奧迪A8框架的頂部因焊接程度密集而變得格外重要,F(xiàn)ronius公司的激光混合焊機因其優(yōu)異的性能而承擔了這項艱巨的任務,在整個焊接過程中有65條焊縫,焊縫總長度為5m,單個焊縫的長度30~260mm。圖3中紅線部分為使用激光混合焊進行焊接的奧迪A8框架頂側梁的焊縫。
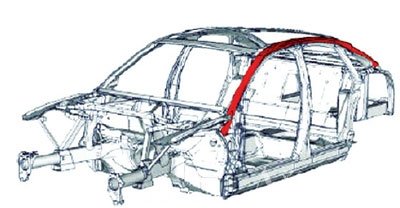
圖3 紅色部分為使用激光混合焊接工藝的奧迪A8框架頂側梁的焊縫
此外,激光混合焊接工藝還適用于動力傳動系統(tǒng)一、容器、傳動橋和車身等。
總 結
激光混合焊接是一種新的工藝技術,在汽車行業(yè)里有著廣泛的用途,特別是在采用激光焊接無法實現(xiàn)零件公差或不夠經(jīng)濟時,激光混合焊接工藝的優(yōu)勢更加明顯。這種功能強大的焊接工藝,可以達到減少投資、降低制造成本、提高生產(chǎn)率的目的,從而提高綜合競爭能力。
激光混合焊接工藝給鋁材焊接開辟了一條新途徑。近來固體激光器輸出功率的提高,使這種工藝的穩(wěn)定性成為可能。在混合焊接工藝里,激光焊接和電弧焊接被理解為只有一個單一的工藝區(qū)(等離子和焊劑)。選擇正確的工藝參數(shù),就可以有選擇性地影響焊縫性能,如幾何形狀、結構組成等。增加填充金屬,電弧焊接工藝就可以提高橋接能力,同時也可以確定焊縫寬度,減少工件焊接坡口的準備工作量。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們

