



/img/zhengzaibaoming.jpg)
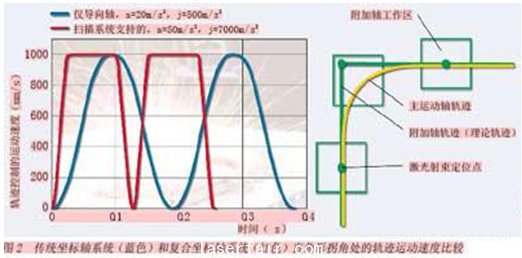
機(jī)器人控制的Remote激光焊接技術(shù)除了利用掃描設(shè)備控制激光射束的運(yùn)動(dòng)之外,還要求激光切割保護(hù)氣體割炬具有很高的動(dòng)態(tài)性能。與沒(méi)有附加坐標(biāo)控制的傳統(tǒng)激光切割割炬相比較,新技術(shù)可節(jié)約工時(shí)60%左右。 隨著金屬激光加工技術(shù)的不斷進(jìn)步,現(xiàn)在使用高能量的激光切割金屬材料時(shí)通常可以使用比5年前要高許多的進(jìn)給速度。但由于移動(dòng)部件質(zhì)量較大,即使是高動(dòng)態(tài)性能的激光切割設(shè)備在直線切割時(shí)可能使用的進(jìn)給速度也達(dá)不到大多數(shù)輪廓切割的理論速度。例如,利用激光切割設(shè)備切割電動(dòng)機(jī)轉(zhuǎn)子、定子鐵芯等電氣鋼板時(shí),平均切割速度為20m/min;而理論上可以實(shí)現(xiàn)的激光切割的極限進(jìn)給速度則為100m/min(見(jiàn)圖1)。隨著激光射束質(zhì)量的進(jìn)一步研發(fā)和提高,這一差異還將明顯地增大。因此,即使允許以很高的進(jìn)給速度進(jìn)行激光切割的線性驅(qū)動(dòng)導(dǎo)向機(jī)構(gòu),但由于動(dòng)態(tài) 性能設(shè)計(jì)方面的原因,其多過(guò)渡線、小形輪廓軌跡控制可以實(shí)現(xiàn)的進(jìn)給速度都明顯受到了限制。 由于加速度引起的加速度增量是一個(gè)重要的影響因素,它使得動(dòng)態(tài)的軌跡控制受到了很大的影響。加速度的變化不是跳躍式的變化,而是隨時(shí)間增加而提高,并受加速度增量的影響,這就導(dǎo)致了在較短的切割輪廓中,機(jī)床坐標(biāo)軸常常達(dá)不到其最高的加速度值,不能實(shí)現(xiàn)按照最高加速度進(jìn)行加速運(yùn)動(dòng)。 保證不發(fā)生沖撞的加速度增量極限值一方面受驅(qū)動(dòng)裝置本身的影響,另一方面也是由考慮了外部因素而設(shè)定的機(jī)床參數(shù)極限值所決定的。外部條件對(duì)加速度提高的限制是非常必要的,以便降低機(jī)床機(jī)械振動(dòng)對(duì)驅(qū)動(dòng)系統(tǒng)的影響,避免對(duì)激光頭的導(dǎo)向精度產(chǎn)生負(fù)面作用。 受加速度限制的驅(qū)動(dòng)進(jìn)給量 目前,激光加工設(shè)備都是通過(guò)進(jìn)給量對(duì)各個(gè)坐標(biāo)軸應(yīng)執(zhí)行的加速度加以限制。由于它的作用,在大多數(shù)切割輪廓情況下,激光加工機(jī)床坐標(biāo)軸的運(yùn)動(dòng)速度很難達(dá)到事先規(guī)定的極限速度。圖2所示為帶有和不帶有坐標(biāo)軸進(jìn)給加速度增量在運(yùn)動(dòng)距離限制與加速度限制時(shí)加工工件直角處的速度關(guān)系曲線。在2001年的工業(yè)機(jī)器人焊接研究中,IWS霍倫霍夫研究院通過(guò)掃描系統(tǒng)在機(jī)器人中的集成時(shí)對(duì)這個(gè)問(wèn)題進(jìn)行了解決;并明顯地提高了機(jī)器人的加工速度和加工質(zhì)量。在激光焊接時(shí),與激光切割有所不同:在各個(gè)焊接點(diǎn)處盡可能保持恒定的生產(chǎn)加工速度和盡可能短的定位運(yùn)動(dòng)時(shí)間。如今的機(jī)器人Remote焊接設(shè)備已經(jīng)完全把機(jī)器人(空間、靈活性)和掃描系統(tǒng)(動(dòng)態(tài)、精度)的優(yōu)點(diǎn)經(jīng)智能化的軌跡運(yùn)動(dòng)和自動(dòng)化控制結(jié)合在一起。 激光切割時(shí),即使是在切割復(fù)雜輪廓的工件時(shí)也應(yīng)達(dá)到技術(shù)允許的極限速度,以便充分挖掘激光技術(shù)的生產(chǎn)潛力。在將機(jī)器人控制Remote焊接設(shè)備的技術(shù)轉(zhuǎn)移到激光切割機(jī)器人中時(shí),必須要做進(jìn)一步的技術(shù)改進(jìn),即利用掃描技術(shù)附加高動(dòng)態(tài)性能的激光切割保護(hù)氣體對(duì)激光射束運(yùn)動(dòng)進(jìn)行控制。激光切割保護(hù)氣體保護(hù)著激光射束聚焦在工作區(qū),以保證可靠的熔化材料。 經(jīng)過(guò)多年的研究,目前的Remocut技術(shù)已經(jīng)含有了多種不同的Remote切割工藝方法,根據(jù)被切割材料、使用的切割氣體等可分為無(wú)保護(hù)氣體的Remote非金屬材料切割(Remocut-NM)、不使用保護(hù)氣體的、金屬板材厚度0.7mm的Remocut金屬材料切割(Remocut-M)和使用保護(hù)氣體的、金屬板材厚度4mm的Remocut保護(hù)氣體金屬切割(Remcut-MG)。 降低主坐標(biāo)運(yùn)動(dòng)軸的加速度最大峰值 在加工用光學(xué)系統(tǒng)中,集成一套輔助的坐標(biāo)軸系統(tǒng)可降低主坐標(biāo)運(yùn)動(dòng)軸的加速度增量峰值和進(jìn)給加速度峰值。切割時(shí),沿主坐標(biāo)軸的運(yùn)動(dòng)是按照工件幾何輪廓精確軌跡進(jìn)行的硬過(guò)渡運(yùn)動(dòng),與此同時(shí),生產(chǎn)和加工光學(xué)系統(tǒng)中集成的輔助坐標(biāo)系(掃描系統(tǒng)和噴嘴系統(tǒng))可對(duì)理論軌跡的偏差進(jìn)行補(bǔ)償校正。這樣,在關(guān)鍵的過(guò)渡點(diǎn)范圍內(nèi)主坐標(biāo)軸的運(yùn)動(dòng)只需略微減速便可在其動(dòng)態(tài)性能的范圍內(nèi)實(shí)現(xiàn)柔和的軌跡過(guò)渡。不但大大縮短了切割加工工時(shí),還明顯降低了整個(gè)設(shè)備的機(jī)械負(fù)載,有效地提高了相關(guān)元器件的使用壽命。 #p#分頁(yè)標(biāo)題#e# 此外,切割保護(hù)氣體噴嘴的動(dòng)態(tài)性能還決定了附加系統(tǒng)(激光射束控制和噴嘴輔助控制)的機(jī)械性能。利用直接驅(qū)動(dòng)裝置和相互匹配的、運(yùn)動(dòng)速度經(jīng)過(guò)了優(yōu)化的并聯(lián)運(yùn)動(dòng)還可能實(shí)現(xiàn)更高的噴嘴動(dòng)態(tài)性能。在加工用光學(xué)系統(tǒng)中集成的輔助坐標(biāo)軸系統(tǒng)中(見(jiàn)圖3),在加速度增量為7000m/s3時(shí)的加速度值為80m/s2(當(dāng)加速度增量在500~1200m/s3之間時(shí),傳統(tǒng)導(dǎo)向軸的典型動(dòng)態(tài)性能指標(biāo)為:加速度10~25m/s2)。在對(duì)動(dòng)態(tài)性能和附加坐標(biāo)系的工作區(qū)域進(jìn)行了最佳平衡調(diào)配后,激光射束指向工件的整體動(dòng)態(tài)性能就能與動(dòng)態(tài)坐標(biāo)軸系統(tǒng)(噴嘴)相結(jié)合了。這種多層次性能匹配的、由主坐標(biāo)軸、掃描坐標(biāo)軸(工件上跳躍式的運(yùn)動(dòng))和噴嘴坐標(biāo)軸組成的多軸匹配體系對(duì)IWS研究院當(dāng)前正在研發(fā)、實(shí)驗(yàn)的軌跡控制軟件提出了很高的要求。與此同時(shí),在IWS研究院中還同步進(jìn)行對(duì)新型設(shè)備控制系統(tǒng)的戰(zhàn)略方案研發(fā),以便實(shí)現(xiàn)激光切割導(dǎo)向軸的高動(dòng)態(tài)性能控制。 與傳統(tǒng)的沒(méi)有附加坐標(biāo)軸的激光切割設(shè)備相比較,現(xiàn)在已經(jīng)能夠在復(fù)雜輪廓的切割上節(jié)約60%的工時(shí),沿主坐標(biāo)軸方向的運(yùn)動(dòng)也更加平穩(wěn)。但由于目前市場(chǎng)對(duì)生產(chǎn)過(guò)程更加靈活的要求和可能性的不斷提高,市場(chǎng)還不能廣泛接受這種耦合坐標(biāo)軸系統(tǒng)的激光加工設(shè)備。在CAD/CAM工具軟件、軌跡控制技術(shù)和專業(yè)優(yōu)化的幫助下,創(chuàng)新性的系統(tǒng)解決方案保障了廣泛應(yīng)用的可能性。


轉(zhuǎn)載請(qǐng)注明出處。


 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀




















 關(guān)注我們
關(guān)注我們

