



/img/zhengzaibaoming.jpg)
摘要:針對(duì)激光深熔焊過(guò)程中易出現(xiàn)的氣孔題目,作者提出光束擺動(dòng)激光焊接減小氣孔傾向的工藝。利用3 kW快軸流CO2 激光器分別對(duì)激光焊接過(guò)程中可能出現(xiàn)的氮?dú)饪缀蜌鍤饪走M(jìn)行了試驗(yàn)研究。結(jié)果表明,光束擺動(dòng)激光焊接對(duì)氮?dú)饪子忻黠@的消除效果,隨著擺動(dòng)頻率的增加,氣孔急劇減少,并且在擺動(dòng)幅度僅為0. 5 mm 的情況下,就可以起到消除氣孔的效果;光束擺動(dòng)激光焊接對(duì)于抑制氬氣孔也有一定作用,擺動(dòng)頻率越大,擺動(dòng)幅度越大,對(duì)熔池的攪拌越大,越有利于氣泡的逸出,焊縫中氬氣孔越少。
序言
隨著大功率激光器的發(fā)展,激光深熔焊技術(shù)在產(chǎn)業(yè)領(lǐng)域越來(lái)越得到廣泛的使用,激光焊接的熔深也進(jìn)一步增加,但激光深熔焊尤其是激光焊接厚板易出現(xiàn)氣孔題目。激光焊接氣孔題目愈來(lái)愈被人們所重視。焊接氣孔是典型的焊接冶金缺陷,而激光焊接氣孔主要有兩類,氮?dú)饪缀蜌鍤饪住?span lang="EN-US">
激光焊接氮?dú)饪椎漠a(chǎn)生主要是由于保護(hù)不良而引起的。在焊接過(guò)程中,氮從外部侵進(jìn)熔池,氮在液態(tài)鐵中的溶解度與氮在固態(tài)鐵的溶解度有很大的差異,因而在金屬的冷卻凝固過(guò)程中,由于氮的溶解度隨溫度的下降而降低,當(dāng)熔池金屬冷卻到開(kāi)始結(jié)晶時(shí),溶解度將發(fā)生大幅度的忽然下降,此時(shí)氣體大量析出形成氣泡,假如氣泡的上浮速度小于金屬結(jié)晶速度,則天生氣孔[1 ] 。激光焊接氬氣孔與氮?dú)饪椎漠a(chǎn)生機(jī)理不同。日本Matsunawa[2~4 ]等學(xué)者的研究表明,激光焊接的小孔內(nèi)部處于一種不穩(wěn)定振動(dòng)狀態(tài),小孔和熔池的活動(dòng)非常劇烈,小孔內(nèi)部的金屬蒸汽向外噴發(fā)引起小孔開(kāi)口處的蒸汽渦流,將保護(hù)氣體(Ar) 卷進(jìn)小孔底部,隨著小孔向前移動(dòng),這些保護(hù)氣體將以氣泡形式進(jìn)進(jìn)熔池。因Ar 溶解度極低,再加上激光焊接的冷卻速度很快,氣泡來(lái)不及逸出而被殘留在焊縫,形成氣孔。
目前,解決激光焊接氣孔題目主要有兩種方法。一是利用冶金原理,采用活性氣體,使得氣體能夠溶解于焊縫或與熔池金屬發(fā)生反應(yīng)天生化合物。例如,在低碳鋼激光焊接中采用CO2 作保護(hù)氣體,減小氣孔傾向[5 ] 。但采用CO2 作保護(hù)氣體可能會(huì)出現(xiàn)焊縫含氧量增加從而導(dǎo)致焊縫韌性下降。二是采用脈沖激光焊接,改變了小孔的行為,減少保護(hù)氣體被卷進(jìn)小孔[6~8 ] 。這種方法目前還不能完全消除氣孔。
作者提出了利用光束擺動(dòng)的方法來(lái)減小或消除激光深熔焊中的氣孔傾向。目前,擺動(dòng)激光焊接主要應(yīng)用于有降低焊件裝配間隙要求構(gòu)件上,而光束擺動(dòng)激光焊接抑制氣孔的研究仍未見(jiàn)有報(bào)道。由于在激光焊接中加進(jìn)擺動(dòng),束流對(duì)焊縫的往復(fù)擺動(dòng)一方面使部分焊縫發(fā)生反復(fù)重熔,延長(zhǎng)了焊接熔池液態(tài)金屬停留的時(shí)間,同時(shí),束流的偏轉(zhuǎn)也增加了單位面積輸進(jìn)熱,減小了焊縫的深寬比,有利于氣泡的浮出,從而起到消除氣孔的作用。另一方面束流的擺動(dòng)導(dǎo)致小孔隨之?dāng)[動(dòng),又可以起到對(duì)焊接熔池提供一個(gè)攪拌力的作用,加大了焊接熔池的對(duì)流與攪拌,對(duì)消除氣孔起有利作用[9 ] 。作者在激光焊接過(guò)程中加進(jìn)擺動(dòng)(光束擺動(dòng)激光焊),研究了光束擺動(dòng)規(guī)范(頻率、振幅) 對(duì)激光焊接焊縫氣孔(氮?dú)饪住鍤饪?span lang="EN-US">) 的影響。
1 試驗(yàn)
試驗(yàn)方法如圖1 所示。試驗(yàn)材料為低碳鋼(Q235 鋼),板厚為4mm。試驗(yàn)中使用3kW 快軸流CO2激光器,光束模式為TEM00+01,聚焦元件為焦距190 mm 的ZnSe 透鏡。光束擺動(dòng)方向與焊接方向垂直,擺動(dòng)幅度在0#p#分頁(yè)標(biāo)題#e#~2 mm 之間連續(xù)可調(diào),擺動(dòng)頻率在0~50 Hz 連續(xù)可調(diào)。工件運(yùn)動(dòng)通過(guò)一臺(tái)CNC 數(shù)控機(jī)床實(shí)現(xiàn)。
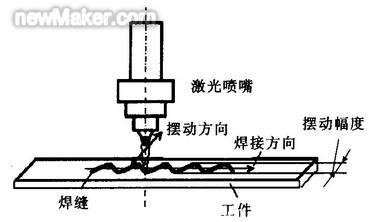
圖1 光束擺動(dòng)激光焊接試驗(yàn)示意圖
光束擺動(dòng)對(duì)激光焊接氮?dú)饪子绊懙脑囼?yàn)中,采用的激光功率為2 400 W,焊接速度為1. 0 m/ min,保護(hù)氣體為N2,軸向氣體流量400 L/ h,環(huán)向氣體流量1 000 L/ h 。光束擺動(dòng)對(duì)激光焊接氬氣孔影響的試驗(yàn)中,采用的激光功率為2 400 W,焊接速度為0. 5 m/ minm和1. 0 m/ min,保護(hù)氣體為Ar,軸向氣體流量400 L/ h,環(huán)向氣體流量1 000 L/ h 。
焊后分析方法主要為用X 射線對(duì)焊縫進(jìn)行無(wú)損探傷,觀察焊縫中的氣孔及其分布情況。同時(shí)利用image - pro plus 軟件對(duì)激光焊接焊縫氮?dú)饪茁蔬M(jìn)行了分析。
2 試驗(yàn)結(jié)果與分析
2. 1 光束擺動(dòng)對(duì)激光焊接氮?dú)饪椎挠绊憟D2 所示的是不同擺動(dòng)規(guī)范下激光焊接焊縫氮?dú)饪浊闆r(X 射線透視圖) 。由圖2 可以發(fā)現(xiàn),光束擺動(dòng)可以起到消除氮?dú)饪椎淖饔茫谄渌鼦l件不變的情況下,隨著擺動(dòng)頻率的增加,焊縫中的氣孔減少。
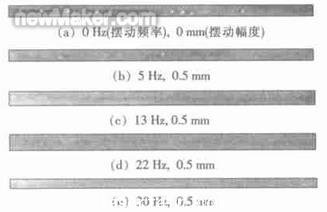
圖2 光束擺動(dòng)對(duì)激光焊接氮?dú)饪椎挠绊?span lang="EN-US">
定義氣孔率Pr 為氣孔面積Ap 所占焊縫上表面面積A w 的比例,即
![]()
#p#分頁(yè)標(biāo)題#e#
圖3 所示的是激光擺動(dòng)焊接擺動(dòng)頻率對(duì)氮?dú)饪茁实挠绊懬€。由圖3 可以看出,激光擺動(dòng)焊接擺動(dòng)頻率對(duì)氣孔率的影響與X 射線透視圖的結(jié)果一致,即在擺動(dòng)幅度一定的情況下,隨著擺動(dòng)頻率的增大,激光擺動(dòng)焊接焊縫氣孔率明顯下降,氣孔數(shù)目明顯減少。
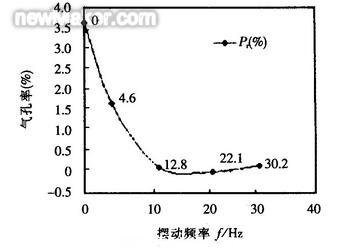
圖3 光束擺動(dòng)激光焊接擺動(dòng)頻率對(duì)氮?dú)饪茁实挠绊?span lang="EN-US">
2. 2 光束擺動(dòng)對(duì)激光焊接氬氣孔的影響
在首先進(jìn)行的單面焊和雙面焊的對(duì)比試驗(yàn)中,發(fā)現(xiàn)焊縫雙面焊部分氣孔比單面焊部分要多(如圖4 所示),這是由于,雙面焊接時(shí),第二道焊對(duì)第一道焊縫進(jìn)行了部分重熔,使第一道焊縫中的氣孔中的氣體進(jìn)進(jìn)第二道焊縫,所以雙面焊部分氣孔增多。因此在光束擺動(dòng)激光焊接對(duì)焊縫氣孔影響的研究中,均采用雙面焊。

圖4 焊縫單、雙面焊氣孔對(duì)比
2. 2. 1 擺動(dòng)頻率對(duì)激光焊接焊縫氬氣孔的影響
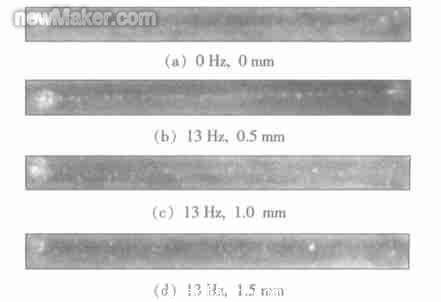
圖5 、6 所示的是光束擺動(dòng)頻率對(duì)激光焊接焊縫氬氣孔的影響(X 射線透視圖),即在固定其它參數(shù)(激光功率、焊接速度、焦點(diǎn)位置、擺動(dòng)幅度),僅改變擺動(dòng)頻率。由圖5 可以看出,在擺動(dòng)幅度為1.0/mm、焊接速度為1. 5 m/ min 的情況下,隨著擺動(dòng)頻率的增大,氣孔減少,其中擺動(dòng)頻率為22 Hz時(shí),氣孔最少,擺動(dòng)頻率為5 Hz,13 Hz 時(shí),氣孔也有所減少,但是擺動(dòng)頻率為5 Hz 的焊縫成形不符合要求,不適合實(shí)際應(yīng)用。而由圖6 可知,在擺動(dòng)幅度為1. 0 mm、焊接速度為0. 5 m/ min 時(shí),隨著擺動(dòng)頻率的增加,氣孔逐漸減少,頻率較高(22 Hz) 時(shí),焊縫氣孔最少。

#p#分頁(yè)標(biāo)題#e#圖5 擺動(dòng)頻率與氬氣孔之間的關(guān)系I
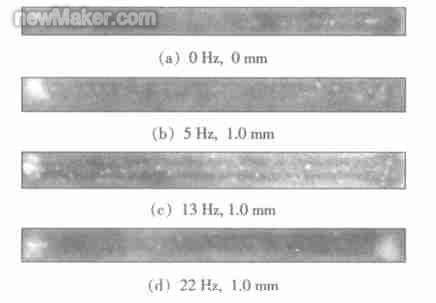
圖6 擺動(dòng)頻率與氬氣孔之間的關(guān)系II
綜合上述結(jié)果不難發(fā)現(xiàn),在激光功率、焊接規(guī)范、擺動(dòng)幅度一定的情況下,擺動(dòng)頻率越高,氣孔越少。考慮到相同激光功率的情況下,加大擺幅或頻率都會(huì)在一定程度上減小熔深,所以頻率也不宜過(guò)高,13 Hz 比較合適。對(duì)于焊接速度較低的情況,需加大擺動(dòng)頻率才能獲得比較滿足的抑制氣孔的效果,則應(yīng)考慮在增大擺動(dòng)頻率的同時(shí),增加激光功率,以保證一定的熔深。
2. 2. 2 擺動(dòng)幅度對(duì)激光焊接焊縫氬氣孔的影響
圖7 、8 、9 所示的是光束擺動(dòng)幅度對(duì)激光焊接焊縫氬氣孔的影響(X 射線透視圖),即在固定其它參數(shù)(激光功率、焊接速度、焦點(diǎn)位置、擺動(dòng)頻率),僅改變幅度(激光功率均為2 400 W) 。由圖7 可以看出,在焊接速度較高(1. 5 m/ min),擺動(dòng)頻率較高(22 Hz) 的情況下,隨著擺動(dòng)幅度的增加,氣孔減少。由圖8 、9 可知,在焊接速度較低(0. 5 m/ min),擺動(dòng)頻率較小(5 Hz) 的情況下,反而增加了氣孔的形成,擺動(dòng)幅度越大,氣孔越多。而在焊接速度較低(0. 5 m/ min),擺動(dòng)頻率較高(13 Hz) 的情況下,隨著擺動(dòng)幅度增加,氣孔減少。
圖7 擺動(dòng)幅度與氬氣孔之間的關(guān)系I
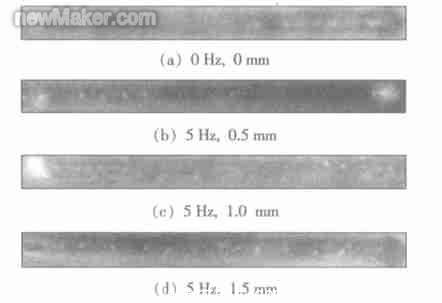
圖8 擺動(dòng)幅度與氬氣孔之間的關(guān)系II
圖#p#分頁(yè)標(biāo)題#e#9 擺動(dòng)幅度與氬氣孔之間的關(guān)系III
總結(jié)上述結(jié)果,可得出擺動(dòng)幅度與焊接速度、擺動(dòng)頻率之間存在的配合關(guān)系,擺動(dòng)幅度對(duì)于焊接速度較高(1. 5 m/ min) 的情況,擺動(dòng)幅度增加有利于減少氣孔;而對(duì)焊接速度較低(0. 5 m/ min) 的情況,在擺動(dòng)頻率較低時(shí)(5 Hz),擺動(dòng)幅度增大會(huì)增加氣孔,而在擺動(dòng)頻率較高(13 Hz) 時(shí),擺動(dòng)幅度增加則有利于減少氣孔。
3 結(jié)論
(1) 光束擺動(dòng)激光焊接可以起到減少和消除氣孔的作用。
(2) 光束擺動(dòng)激光焊接對(duì)氮?dú)饪子忻黠@的消除效果。隨著擺動(dòng)頻率的增加,氣孔急劇減少。并且在擺動(dòng)幅度僅為0. 5 mm 的情況下,就可以起到消除氣孔的效果。
(3) 光束擺動(dòng)激光焊接對(duì)于抑制氬氣孔也有一定效果。擺動(dòng)頻率越大,擺動(dòng)幅度越大,對(duì)熔池的攪拌越大,越有利于氣泡的逸出,氣孔越少。但是綜合考慮焊縫成形,在頻率和擺動(dòng)幅度較大的時(shí)候,為了保證熔深,需要適當(dāng)增加激光功率。
轉(zhuǎn)載請(qǐng)注明出處。


 相關(guān)文章
相關(guān)文章
 熱門(mén)資訊
熱門(mén)資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀




















 關(guān)注我們
關(guān)注我們

