




消費電子和汽車行業是工業加工和產品制造中越來越多地使用銅的重要推動力。
隨著電池新技術的發展以及電池容量變得更高,對相應連接技術的需求也逐漸增加。雖然軟焊仍然是用于消費電子產品中低功率應用的主要技術,但在高傳輸電流,或是在接頭高荷載和動態荷載應力的情況下,則必須應用焊接技術。電動汽車產業尤其推動了這一趨勢,汽車行業及其供應商正在為電力存儲和線路傳輸應用等大批量生產作業尋找堅固而高效的工藝。
過去,由于材料的物理性能,激光技術在焊接銅和銅合金時會受到限制。 如今,高功率和高亮度的光纖激光器的出現一一克服了這些限制,通過新型和合適的加工技術,可以在高效的焊接工藝中打造出穩定、無缺陷的接頭。

圖1:通過高速的光束擺動工藝實現無缺陷的銅焊接
近紅外(NIR)激光器焊接銅的挑戰
激光焊接銅的挑戰與材料的兩個主要物理性質有關:對大多數高功率工業激光的低吸收率以及工藝過程中的高導熱性。我們知道銅的吸收率隨著波長的減小而增加,這意味著可見波段的激光器(例如,波長為532nm的綠光激光器)用于銅焊接將產生顯著的優勢,但是對于大多數焊接應用所需的功率范圍這些激光器尚不可用或尚未得到工業驗證。
紅外激光器在處理固體材料時會產生吸收性問題。如果材料通過深熔焊發生了熔化甚至蒸發,其吸收率則會顯著增加。固體銅的吸收率小于4%,而銅蒸汽(匙孔深熔焊)的吸收率則高于60%,參見表1。該吸收問題可以通過非常高的功率密度來克服,這大大加快了銅的熔化和蒸發速度,并因此增加其吸收性。
通過高速視頻評估顯示,穩定的工藝可在不到1ms的時間內建立。對于連續波(cw)焊接操作而言,這個障礙必須在焊接開始時就予以克服。匙孔焊接工藝建立后,便會提供恒定的高吸收率。而對于脈沖操作則必須在每個脈沖開始時將其克服。

表1:在不同狀態下,銅對近紅外激光輻射的吸收率。
焊接所需的高功率密度可以通過使用單模光纖激光器獲得。 與其他固體激光器相比,這類激光器具有優異的光束質量和聚焦性能。IPG公司能夠提供高達10 kW功率的高功率單模激光器,以及功率超過10 kW的高亮度多模激光器,產品均具有堅固的、已被工業驗證的設計。
使用這些單模光纖激光器和低階模高亮度激光器,可以達到高于108W/cm²的功率密度,甚至在幾百瓦的功率下也能夠實現可靠的耦合。與功率相當的普通多模激光器相比,這些激光器的強度高達五十倍(見表2)。IPG提供 YLR系列的單模光纖激光器,其功率從100W至1000 W不等,并配有19”的緊湊型機架;此外公司還提供功率高達10 kW的YLS系列光纖激光器(圖2)。 這兩個系列的整體效率都達到40%。
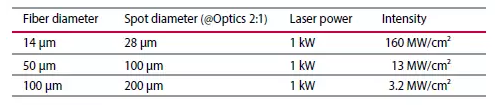
表2:激光器的功率密度取決于光斑直徑

圖2:高功率單模光纖激光器:風冷機架式YLR-1000-SM (左)以及3kW系統型YLS-3000-SM(右)。
銅焊接工藝的另一個問題是低速焊接時的不穩定性。通常,小于5m/min的焊接速度會面臨焊接不穩定的問題,例如飛濺、氣孔和不規則焊縫表面。隨著焊接速度的加快,這種不穩定性逐漸消失,焊接工藝趨向穩定。在5-15m/min的焊速范圍,質量達到可接受的水平。焊速高于15m/min的話,產生的焊縫基本沒有缺陷(圖3)。這意味著最佳的焊接參數介于傳統的運動系統(例如機器人)所能達到的極限范圍內。此外,焊縫深度隨著焊接速度的增加而減小,而焊縫也變得非常窄。
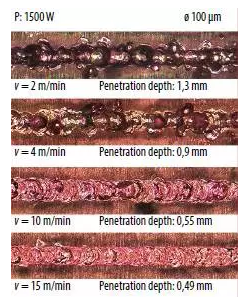
圖3:加工速度對焊縫質量和焊縫深度的影響
這必須用更高的激光功率來實現,帶來更高的系統資金投入。新的工藝研究已表明,這完全可以避免的,工藝穩定性不僅可以通過提高焊接方向的速度,也可以通過光束導向鏡片的動態位置變化來實現。這種所謂的擺動技術使其能夠在相對較低的焊速下形成穩定的焊點,并且顯著降低焊縫深度。
通過這種擺動技術,僅使用1kW功率的單模光纖激光器便能實現高達1.5mm焊接深度的高質量銅焊縫。與焊接速度相關的焊接深度可以得到輕松控制,而不影響焊接質量。同樣的技術也能夠應用于高亮度多模激光器。使用一款功率為6kW,光束質量為2 mm mrad的光纖激光器測試后顯示,實現了5mm焊縫深度的高質量焊接。
光束的動態控制可以通過傳統的掃描振鏡或新型的擺動頭實現,擺動頭結合了經過驗證的焊接頭與掃描振鏡的性能優勢。兩個振鏡能夠靈活地使用各種預先編程的圖形和形狀,例如圓形、線條或“8字形”,以及一定尺寸內可自由編程的圖形和形狀。其主要優點之一是能使用標準的聚焦鏡而不是f-theta場鏡可以在較低的焦點偏移水平下承受更高的功率密度,同時,常規的橫向氣簾和防護窗的使用降低了耗材成本。IPG推出的FLW-D50和FLW-D30系列擺動焊接頭可以在高達1 kHz的擺動頻率下工作,并且可輕松集成到各種加工系統中(圖4)。這些焊接頭可承受的激光功率高達12 kW。

圖4:IPG 推出的FLW-D30和FLW-D50系列擺動焊接頭
實驗結果
在焊接具有變化的焊接方向的復雜路徑時,圓形擺動運動顯示出最好的結果。通過擺動頻率和擺動直徑(vc =πD f)可以很容易控制最終的光束速度。在大多數情況下,用于動態定位圓形光束速度vc的焊接速度矢量vw可忽略不計,這是因為光束速度遠高于焊接速度vw。
提供最佳結果的頻率設置取決于光斑尺寸、擺動直徑(以及由此得出的圓形光束速度vc)和線性焊接速度。圖5顯示了在恒定的焊接速度、激光功率和頻率,但擺動直徑不同的工藝條件下的焊縫表面。光斑尺寸在焦距f = 300mm處約為30μm。激光功率保持為恒定的1kW,而線性焊接速度設定為1m/min。如果沒有擺動運動,這些參數將導致非常不穩定的工藝,例如:過熱的熔池和氣孔。

圖5:擺動幅度對焊縫寬度和質量的影響
可以看出,隨著擺動直徑的增加以及圓形光束速度的相應提升,表面質量越來越穩定。取決于擺動參數和光斑尺寸,光束和形成的匙孔通常在金屬熔池或在固體和再固化的材料中移動。在這兩種情況下,工藝都能實現穩定性。圖6顯示了實際焊縫表面和模擬的運動軌跡。每個單獨圓形路徑的窄焊縫重疊形成帶有許多重疊圓圈的整體寬焊縫。焊縫表面類似于多個重疊脈沖的脈沖焊接效果

圖6:銅的擺動焊接:單模光束的模擬路徑和實際路徑; 光斑尺寸d =30μm,振幅為600μm
以下這些焊縫橫截面揭示了該技術的另一個優點:擺動直徑可被用于定制焊縫橫截面的形狀。小的擺動直徑會形成激光焊接的典型V形橫截面,而較大的直徑能夠將焊縫從V形變為U形或非常規則的矩形(圖7)。如果單位長度焊縫的能量輸入恒定(E = P vw),則焊縫橫截面幾乎保持不變。這種技術使其能夠滿足特定應用需求對焊縫橫截面的要求。
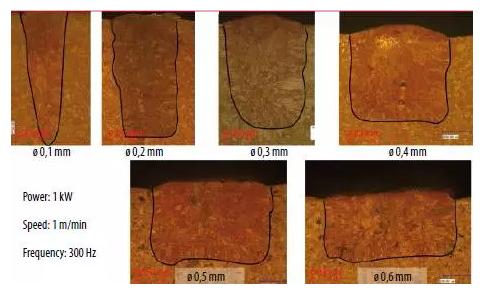
圖7:擺動幅度對焊縫橫截面的影響
對于電氣觸點的疊焊,可以通過增加接觸面積來降低電阻,同時要控制焊接深度和熱輸入。這種控制是必需的,例如用于高功率電池組的電池連接器。在異種材料例如銅和鋁的疊焊中,可以通過控制焊接深度來控制材料的稀釋率(熔合比)。通過下層金屬板的淺層熔融,可以將熔融材料的量減至最小,并且可以通過控制稀釋率來減少金屬間化合物。
即使加工頭沒有發生任何移動,也可以用高頻光束運動來實現靜態“點”焊。 重疊點焊或用于電機的扁平接線端部焊接可以通過小圓形或短線形光束的高重復運動實現。圖8顯示的是通過準靜態焊接工藝被焊接在一起的三個扁平接線端部的焊縫橫截面。

圖8:三個扁平銅線的焊接
脈沖,連續或兩者同時?
過去幾年內,脈沖持續時間為幾毫秒的長脈沖光纖激光器被推向市場。它們已經在廣泛的應用中取代了傳統的閃光燈泵浦Nd:YAG激光器。這類激光器包括平均功率為250W而峰值功率高達2.5kW的單模激光器。先前提到了銅的脈沖焊接問題,即,重要的是需要克服脈沖開始時吸收較弱的問題,以及隨后由吸收率和熱傳導的突然變化所引起的能量輸入控制,。過去,這是由適于每個功率水平和脈寬的特殊脈沖形狀實現的。
通過使用單模激光器減小光斑尺寸,可以繞過吸收率問題,但同時,集中的能量輸入一方面會導致產生小而弱的焊點,另一方面則會導致熔體過熱。這個問題的解決方案和連續激光器所用的工藝一樣簡單,可以在準連續(QCW)激光器上使用相同的擺動技術。
高頻光束運動使得激光光束在相對較短的脈沖時間內移動相對較長的距離。這意味著在一個脈沖期間我們實現了準連續焊接,例如,在600Hz擺動頻率下的20ms長的脈沖實現由十二個旋轉的光束組成的圓形焊點或短線焊。通過向線性焊縫逐個添加脈沖能夠使銅焊接具有高焊接質量、低平均功率以及相應的低投資成本。各個脈沖之間的凝固和重熔不會產生諸如氣孔、強烈的飛濺或不均勻的焊透深度等焊接缺陷
擺動直徑確定了焊縫尺寸和焊縫深度。圖9顯示的是高速視頻下的線性脈沖焊縫前五個焊點的靜態照片。各個焊點有好的一致性,焊點質量和穩定性均與材料表面無關。除此之外,熱輸入要小得多,因此采用脈沖光纖激光器很容易對關鍵電氣元件進行焊接。

圖9 :通過“擺動”脈沖形成脈沖焊縫。激光頻率fp = 10Hz,脈沖持續時間tp = 20ms,擺動頻率fw = 600Hz。
總結
實驗表明,高亮度光纖激光器能夠攻克銅焊接應用中的所有已知問題。高功率密度可實現匙孔的瞬時耦合和形成,即使在1070nm波長下也能夠實現穩定性和高吸收率。通過高動態的光束擺動,焊接過程非常穩定,從而減少或避免氣孔和飛濺現象,最終產生高質量的焊縫。為光束擺動設置的工藝參數能夠使焊接幾何形狀得到可控設計,從而在深熔焊工藝中產生非常淺的焊縫。使用長脈沖準連續光纖激光器,甚至可以在單個脈沖內通過光束高速動態運動完成點焊。以這種方式,可以在非常低的平均功率下通過逐個增加脈沖來打造高質量的焊縫。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀





















 關注我們
關注我們

