




盡管資料表明,切割和鉆孔工藝確實取得了一些進展,但是在加工這種“特殊材料“時,怎樣才能確保滿足工業(yè)應(yīng)用需要呢?這個問題到現(xiàn)在還沒有明確的答案。環(huán)氧樹脂為熱固性聚合物,不能使用傳統(tǒng)的激光焊接工藝,而且,如今的空業(yè)和交通業(yè)都希望能盡可能縮短生產(chǎn)周期,這些都驅(qū)動著復合材料向著熱塑性方向發(fā)展。可以預(yù)見的是,伴隨著激光燒結(jié)工藝的進一步完善,熱塑性復合材料將大有可為。在本文中,我們將對相關(guān)研究進行回顧,并分享熱塑性復合材料激光焊接工藝的研究成果。
高分子聚合物能降低構(gòu)件重量,這一點在整個交通業(yè)中已達成共識,比如空中客車A380,其中25%都是復合材料,在A350上這一比例更是高達50%!汽車業(yè)也一樣,生產(chǎn)商紛紛用復合材料來提高產(chǎn)量、降低成本,縮短生產(chǎn)周期。
復合材料種類多樣,但至少要有一種強化材料和一種基體材料。基體材料用于包覆、支撐并固定強化材料的相對位置。復合材料的力學屬性及物理屬性會隨著組成方式的變化而變化,設(shè)計者可根據(jù)某種結(jié)構(gòu)或元件的特定需要,選擇相匹配的屬性。只是,這種特性同時也成為激光應(yīng)用的難點:1)非同質(zhì);2)各向異性。
眾所周知,激光器能夠?qū)馐M行有效的時間和空間控制,所以當操作對象為同質(zhì)表面時,優(yōu)勢顯而易見,這主要由于光束及目標之間的交互反應(yīng)在各個方向上均能保持穩(wěn)定性及重復性。當然,有些工程材料不完全符合這種條件,其金屬或聚合物中可能存在一些細微差異,比如孔隙率或晶界等,不過這種差異對于大功率的光纖激光器而言,幾乎可以忽略。但是,復合材料的情況就完全不一樣了,不僅不同質(zhì),而且在三個維度上的屬性均可能表現(xiàn)出極大的差異,光束投射的位置及方向都會影響結(jié)果,尤其是長纖維強化復合材料。在多種纖維強化復合材料中,最“棘手”的,同時也是應(yīng)用最為廣泛的就是碳纖維強化和玻璃纖維強化復合材料,它們與基材的熔點相差極大,對光的吸收屬性也完全不同,甚至于碳纖維和玻璃纖維自身的吸收屬性也不完全一樣。這種“不同質(zhì)”使得本來極具靈活優(yōu)勢的激光工藝在面對復合材料時總是顯得有些“力不從心“。然而,盡管困難重重,人們?nèi)栽谶M行大量專項研究,以期尋求上述問題的解決方案。
以幾何學的角度定義,纖維其實是一種具有極高長度及芯徑比的圓柱體。這一定義賦予了纖維最重要的屬性,即極高的表面積體積比。軸向強度大,可結(jié)合基材的表面積大,這種特性使人們傾向于使用纖維對材料進行強化。有趣的是,光纖激光器也是利用這種表面積體積比特別高的幾何特性。光纖激光器的原理是在光纖內(nèi)部生成光束,所以表面積越大,諧振腔的冷卻要求就越低。當光纖芯徑較小時,可生成高亮度和高平均功率的近紅外激光,近紅外激光之所以能夠成為復合材料加工的重要光源,這也是原因之一。
目前,工業(yè)上用得比較多的主要是較厚的高強度輕量化復合材料,所以這也是本文研究的重點。這種復合材料大多數(shù)都會用到長纖維,因為這樣能夠最大限度地改善材料屬性,有助于整個結(jié)構(gòu)的承重。對于制造業(yè)而言,傳統(tǒng)的方法是將纖維束編織成布(不破壞纖維束),纖維類型及編織方法均有多種選擇,然后將纖維布放平,使其與基材結(jié)合。比較新的工藝是使用預(yù)浸帶(纖維預(yù)浸于樹脂中)及自動鋪帶機(ATP),這樣不僅能夠更為自由地量身定制高性能材料,同時也能大幅提升速度。
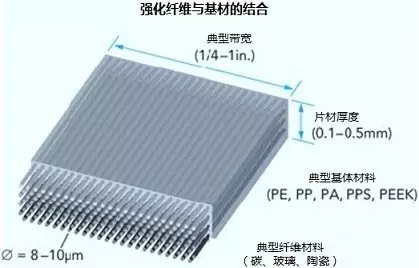
圖1 用于ATP的預(yù)浸帶
航空業(yè)用得最多的是碳纖維+熱固性環(huán)氧樹脂基材,E級(電子級、成本低,韌性好)、S級(抗拉強度大)長玻璃纖維應(yīng)用也比較廣泛。這就使得本來已經(jīng)非常復雜的應(yīng)用工藝變得更加雪上加霜,比如玻璃纖維,雖然其本身不會強烈吸收近紅外光源,但是纖維表面的涂層就不一定了。
FR4(阻燃型)玻璃纖維增強環(huán)氧樹脂,顧名思義,是指強化材料為玻璃纖維,基體材料為環(huán)氧樹脂的復合材料,主要用于電子行業(yè)、非結(jié)構(gòu)性元件,通常用波長較短(355 nm)的二極管泵浦固態(tài)(DPSS)激光器,或者是波長更長一點的二氧化碳氣體激光器進行加工。至于金屬基復合材料(MMCs)及陶瓷基復合材料(CMCs),目前也在用激光器進行加工,但是優(yōu)勢不明顯。
環(huán)氧樹脂具有不可逆的熱固屬性,所以只能考慮用燒蝕切割及鉆孔工藝。然而,在操作時人們又發(fā)現(xiàn)了一個問題,那就是復合材料的兩種構(gòu)成部分自身的物理屬性差異極大。碳纖維在環(huán)境壓力下不會熔化,蒸發(fā)溫度極高(>3500°C),而聚合物的損傷闕值通常在560°C左右。此外,碳纖維還有一些其他屬性,比如能吸收各種波長,熱導性也很強。由于碳纖維會高效吸收熱能,并使其沿纖維方向高速傳導,所以極易破壞熔點較低的基材。玻璃纖維情況類似,燒蝕所需的功率密度與碳纖維相當,且高于基體所能承受的溫度限值(如圖2所示)。
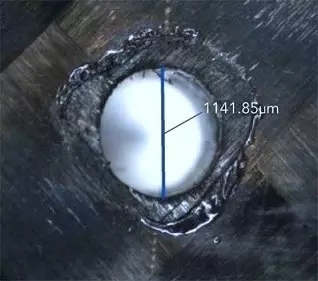
圖2 用激光器在CFRP上鉆孔時的典型損傷形態(tài)
另外,在穿孔和切割過程中,人們還發(fā)現(xiàn),用傳統(tǒng)工藝生產(chǎn)CFRP片材時,基體和纖維加載的厚度會些許差異,使光束被引導至其他位置,特別是在進行熔穿切割或是鉆孔時,總會出現(xiàn)問題。目前,大部分二維復合材料采用的都是壓平的方法,這也意味著在到達具有高吸收率的碳纖維之前,激光器需要熔穿的樹脂厚度不固定。此外,纖維束的形狀是橢圓的,所有每次切割纖維的數(shù)量也不甚相同。還有一個問題:盡管CFRP的瑕疵識別已經(jīng)取得了許多進展,但是對邊緣質(zhì)量的精確量化仍未建立統(tǒng)一的標準,而這一點恰恰是在熱加工過程中不可避免的。
自上世紀80年代中期起,人們就開始就激光工藝應(yīng)用于二維CFRP復合材料進行大量的研究。在激光器的選擇上,不僅有紅外線固態(tài)激光器,還有遠紅外二氧化碳氣體激光器;在復合材料的選擇上,覆蓋多種強化纖維類型,包括碳纖維、芳綸(對位芳酰胺纖維)、E級玻璃纖維、S級玻璃纖維,基體材料基本都是環(huán)氧樹脂。
隨著皮秒及毫秒激光器的問世,研究人員發(fā)現(xiàn)了一些有趣的現(xiàn)象。后來,人們又用納秒級激光器以532 nm、266 nm波長在CFRP等高分子復合材料上進行實驗。激光切割最常用的方法是使用檢流掃描儀及多通道高速傳導,不添加輔助氣體。小孔徑?jīng)_擊鉆方法相同;但如果是大孔徑,則需要用到同心圓和/或螺旋切割工藝。由于適合商業(yè)應(yīng)用的短波長、短脈寬的激光器平均功率有限,所以當厚度超過1 mm時,盡管切割質(zhì)量還不錯,但是速度太慢。當用模型確定最小的熱損傷時,結(jié)果顯示,清除碳纖維需要極高的熱焓。以6 m/min的速度切割2 mm厚CERP時,功率計算值達到幾千瓦。切割速度與材料厚度往往與平均功率直接相關(guān)。在實際的商業(yè)應(yīng)用中,成本/ 千瓦 功率也是一個重要的考量因素。
最近,一組光纖激光器加工空客A350XW結(jié)構(gòu)部件的相關(guān)數(shù)據(jù)使人眼前一亮。厚度2.2 mm,用激光器切割、鉆孔,使用多通道、高速掃描工藝,可惜的是,最后出于收益考慮,激光器未被采用。盡管困難重重,前行的腳步卻從未停止。研究發(fā)現(xiàn),用二氧化碳作為輔助氣體,結(jié)合檢流計、遠程切割工藝,可有效降低熱能,配合不同的掃描方式,結(jié)果頗具實用性,尤其是像鉆孔這種可以平行加工的應(yīng)用。
去漆:多年來,人們一直在進行關(guān)于激光去漆方面的研究,目前有若干種商業(yè)系統(tǒng)可用于金屬去漆,所用激光器為二氧化碳激光器和連續(xù)型/脈沖型光纖激光器。大量使用復合材料的航空業(yè)仍停留在化學去漆階段,毫無疑問,化學方法對環(huán)境有害,所以激光去漆工藝對航空業(yè)而言特別重要。有兩種方法看起來都不錯,一種是用連續(xù)型光纖激光器,另一種是用高平均功率、Q開關(guān)光纖激光器。不過目前獲取到的相關(guān)信息非常少,唯一知道的就是現(xiàn)在正在使用的自動轉(zhuǎn)子葉片去漆系統(tǒng)(BRBSS),這種系統(tǒng)用于直升機螺旋槳復合材料的脫漆。
BRBSS采用的是脈沖型紅外線激光器,附帶一個色彩識別系統(tǒng)。通過BRBSS,用戶可以選擇脫漆至露出鋅鉻黃底漆而不影響基材,如果用戶通過閉環(huán)反饋系統(tǒng)進行全程控制,還能選擇連同底漆一起去除,完全不會破壞下面的復合材料。創(chuàng)新性、高平均功率、Q-開關(guān)光纖激光器的應(yīng)用,可顯著降低每 kW功率的成本。多機器并用,有助于提高清除率。和其他領(lǐng)域一樣,該應(yīng)用的定位也是具有成本優(yōu)勢,經(jīng)過多年的發(fā)展完善,其商業(yè)價值已日益凸顯。
提高粘合強度:人們還在進行兩項與激光器及復合材料相關(guān)的工藝研究。其一是在傳統(tǒng)的粘合工藝之前,用波長為355 nm的紫外線(UV)激光器或是波長為308 nm的準分子激光器對復合材料表面進行清潔及強化。傳統(tǒng)的表面處理有單一機械性打磨或是等離子處理等,與之相比,用紫外線激光器處理,復合材料表面的粘合力有所改善,但是僅僅憑借這一點,還不能得出后者必定優(yōu)于前者的結(jié)論。雖然粘合強度數(shù)據(jù)本身不能充分說明問題,但是顯著且持續(xù)的改善比例(>20%)卻足以證明,紫外線激光器在復合材料表面處理方面確有其優(yōu)勢。
局部修復:另一個研究重點是用脈沖激光器進行局部修復。目前被公認為最具應(yīng)用前景的方案是在受損區(qū)域進行激光燒蝕,再注入少量粘合劑,進行局部修復。其商業(yè)價值仍有待考證。
所幸的是,以上種種“束手無策“都伴隨著熱塑性復合材料的應(yīng)用,出現(xiàn)了轉(zhuǎn)機。熱塑性塑料可熱加工,可多次熔化凝固,同時保持屬性不變。與熱固性復合材料在凝固過程中發(fā)生的永久不可逆的化學交聯(lián)反應(yīng)完全不同,熱塑性塑料曝露于高溫環(huán)境時發(fā)生的是降解反應(yīng),而非熔化。得益于這種特性,熱塑性塑料具有抗斷裂性、可循環(huán)性、可修復性、耐化學性等多種屬性,最重要的是,可縮短加工時間,降低生產(chǎn)成本。
應(yīng)用最為廣泛的熱塑性復合材料有聚醚酰亞胺(PEI),聚醚醚酮(PEEK),以及聚苯硫醚(PPS),碳纖維強化或玻璃纖維強化范圍相同。我們來舉一個實際應(yīng)用的例子:在2009年末成功完成首航的新型Gulfstream G650噴氣式飛機,其方向舵及尾舵均由熱塑性塑料制成,高溫接合,不用鉆孔及柳釘接合,這樣不僅節(jié)約了成本,還降低了重量。復合材料用的是PPS基材,預(yù)浸纖維強化。預(yù)浸纖維表示纖維預(yù)先浸入樹脂基體,然后經(jīng)過熱熔粘合工藝,形成最終形狀。用這種材料支撐的部件堅硬、抗壓、牢固,形狀穩(wěn)定,耐高溫,且重量比輕合金還輕。
人們就熱塑性復合材料的激光器切割及鉆孔工藝進行了大量的研究, 盡管基材和纖維之間的物理屬性差異仍然存在,但是基材的熱塑屬性燃起了人們發(fā)展激光工藝,提升工藝質(zhì)量的希望。其實,真正的進展在于這種新型材料的熱塑性,正是這種熱塑性,才使得激光固結(jié)及熱熔工藝的應(yīng)用成為可能。


圖3 ATP機頭
在生產(chǎn)熱塑性復合材料時,預(yù)浸纖維的固結(jié)就是利用近紅外光纖激光器完成的。和其他行業(yè)一樣,激光器也可以更換光源。在整個自動鋪帶系統(tǒng)中,激光器是極為關(guān)鍵的部件(如圖3、4所示)。這些機器可以高速生產(chǎn)復雜的3D部件,對激光光束時間及空間的精確控制,有助于強化閉環(huán)溫度監(jiān)控,提高熔融及固結(jié)工藝水平。隨著激光加熱系統(tǒng)(LHSs)的發(fā)展,AFP加熱系統(tǒng)可進一步升級熱氣炬(HGT)。很顯然,這也是未來的發(fā)展趨勢。在這個領(lǐng)域 kW級光纖激光器隨處可見。

圖4 ATP運轉(zhuǎn)中
此外,人們還寄望于通過激光加熱器改良熱固性復合材料AFP。現(xiàn)有的AFP大多數(shù)使用紅外線加熱系統(tǒng),以便在編織之前提高預(yù)浸料表面的粘著性,但是廣譜光總是會干擾紅外線高溫計,影響實時溫度控制的精確度。
在建筑行業(yè)中,人們常常需要將比較薄的玻璃纖維布板與比較厚的碳纖維或玻璃纖維補強板接合起來,比如飛機內(nèi)飾、控制臺表面、直升機旋翼的后緣等。一般情況下,補強板的作用是使承重翻倍(提高局部承重),或是提高強度(減少承壓時面板的撓曲/壓曲)。在熱固性復合材料中,通常使用粘合的方法將較薄的面板與較厚的底板接合起來,而對于熱塑性復合材料而言,面板既可以粘合(與熱固性復合材料一樣),也可以焊接。在生產(chǎn)大型結(jié)構(gòu)部件時,粘合工藝的重復度很難滿足要求,因此人們已經(jīng)將目光投向更加自動化、重復度更高的激光接合工藝。
為此人們進行了一系列實驗,用于評估可行性,并確定各種熱塑性復合材料接合的機械屬性。試驗的目標是用所需的纖維及基體生產(chǎn)出可用于航空業(yè)的既牢固、又美觀的復合材料,并將纖維/基體的屬性與激光焊接工藝的參數(shù)相關(guān)聯(lián)。最后一組試驗為兩種PEI基材的復合材料之間的激光焊接:面板0.25 mm厚,白色涂層(WP),S2級玻璃纖維強化;補強板有兩種,一種1.0 mm厚,S2級玻璃纖維強化,WP,另一種為全碳纖維強化U形加筋板。
鑒于碳纖維具有卓越的光吸收屬性,所以人們習慣于將碳纖維設(shè)為底板,但是長纖維強化材料中有多層碳纖維,且織法多樣,這些都會影響激光的傳導與吸收,使情況變得復雜。一般來說,未經(jīng)著色的或是天然的玻璃纖維對紅外線的穿透性強于經(jīng)過染色的基體材料,更利于激光焊接工藝的應(yīng)用,所以,為了增加終端產(chǎn)品的美觀性,往往會再增加一道增白處理。也正是因為這個原因,人們正在著力尋求能夠焊接染色纖維與基體材料的新型工藝。
其實激光焊接在本質(zhì)上都是要依賴激光的傳輸(如圖5所示),其區(qū)別在于面板對光的吸收度更高,尤其是二氧化鈦白色面板,接頭上方會出現(xiàn)熔透現(xiàn)象,只是區(qū)域極小,肉眼幾乎觀察不到,染了白色后就更加難以識別了。

圖5 傳統(tǒng)的激光傳導焊接示意圖
試驗的研究重點是在白色加強板材料中加入三種不同水平的碳色素,用于提高接頭強度。試驗所用的激光器為1.07μm波長,連續(xù)型,光束直徑4.2 mm,多重準直,平均功率170 W。用笛卡爾XY坐標系記錄光束與目標物之間的相對運動。用厚度為0.25英寸的硅棚板夾持需要接合的部分。盡管焊接接頭的拉伸剪切強度通常不及粘合接頭,但是只要焊道足夠?qū)挘湍軡M足強度要求。我們可以通過調(diào)節(jié)光纖激光器的功率密度,改變焊道的寬度。
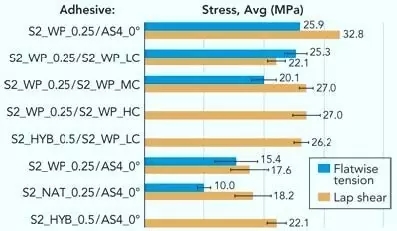
圖6 S2級特殊玻璃纖維強化PEI基體復合材料的數(shù)據(jù)結(jié)果
初步研究結(jié)論如下:
-
功率密度> 870 W/cm2時,如果存在任何污染,會看到局部快速碳化,未經(jīng)染色的面板變化更加明顯。這說明在實際生產(chǎn)中不能超過該功率密度,因為在生產(chǎn)環(huán)境中很難做到絕對清潔。
-
當白色染色面板與含有不同水平碳元素的補強板(LC、MC及HC結(jié)果如圖6所示)焊接時,其接頭強度高于天然復合材料與黑色AS4增強基材的焊接接頭。
-
面板和底板同時用二氧化鈦(TiO2)著色,可形成良好的接頭強度。
-
底板的碳色素含量相對較低,并負載二氧化鈦時,接頭強度將顯著高于天然復合材料與黑色補強板的接頭,究其原因,應(yīng)是二氧化鈦著色劑的光線離散效應(yīng) 有助于提高焊道區(qū)域的融合度。
目前還在進行的另一項研究是“激光輔助直接焊接金屬及塑料”工藝(LAMP焊接工藝)。盡管該工藝目前尚處初級階段,強度及持久性均有待提高,但是人們確已實現(xiàn)了用紅外線激光器焊接金屬與工程熱塑塑料,比如聚酰胺(PA)、聚對苯二甲酸乙二醇酯(PET)、聚碳酸酯(PC)。
結(jié)論
盡管研究取得了一些進展,但是復合材料的不同質(zhì)性仍然是激光應(yīng)用的主要挑戰(zhàn)。在加工加厚(厚度>3 mm)復合材料結(jié)構(gòu)構(gòu)件時,短波激光器及超短波激光器的經(jīng)濟優(yōu)勢及商業(yè)應(yīng)用價值仍有待進一步考證。光纖激光器的發(fā)展有助于拓展適合于復合材料的激光工藝。熱塑性復合材料的崛起,催生出新型激光固結(jié)工藝,并推動著相關(guān)技術(shù)的研發(fā)與應(yīng)用。
轉(zhuǎn)載請注明出處。


 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀





















 關(guān)注我們
關(guān)注我們

