




本文研究發現,基于對特征頻率來源的物理理解,可以確定優化激光束和氣流參數的可理解規則。
激光切割前沿熔體流動動力學的不穩定性導致質量損失,這是由于在切割后的側面形成條紋。事實證明,高速視頻診斷的應用對于有充分依據的過程分析非常有指導意義。通過這種方式,首次發現切割前沿的熔融膜動力學揭示了幾乎與工藝參數無關的特征頻率。有趣的是,它們的局部外觀與由此產生的切割側面上粗糙度最低的區域相關。這一觀察結果表明,為了在整個切割深度上獲得較低的粗糙度,應放大特征頻率。基于對特征頻率來源的物理理解,可以確定優化激光束和氣流參數的可理解規則。

用于宏加工的高性能激光切割系統主要配備CO2激光器和光纖或磁盤激光器。可實現的切割質量在不斷提高,但在使用光纖或圓盤激光器切割厚板時,可實現的切割質量仍然顯著低于使用CO2激光器的切割質量。激光切割前的不穩定性會導致切割后的側面產生條紋,從而造成質量損失,甚至會導致毛刺的形成。在激光切割過程中,只了解條紋產生機制的個別方面。近年來,Hirano、Fabbro、Ermolaev等人和Pocorni等人在切割過程中熔化和凝固動力學的原位高速可視化方面開展了重要的工作。Hirano和Fabbro觀察到在低輔助氣體壓力(p=2.5 bar)下寬切口(寬度>1.7毫米)上部區域形成的熔化平臺,他們稱之為“駝峰”。
他們使用了3毫米厚的不銹鋼樣品,并測定了熔液流動速度≈3.2 m/s和峰速度≈0.2 m/s。對于6mm厚的不銹鋼樣品,Ermolaev等人報道了沿著狹窄軌道的熔體傳輸速度高達10m/s。Pocorni等人描述了熔體堆積的速度,他們稱之為“凸起”,對于10 mm厚的不銹鋼樣品,熔體堆積的平均速度為≈0.4 m/s,熔體流動的平均速度為≈1.1 m/s。通過現場高速記錄和先進的算法,我們能夠定量地評價熔體流動動力學和熔體波在熔體堆積的切割前沿頂點上的速度分布。用這種方法可以表明,熔融波的主要數量達到≈15 m/s的速度。結果表明,具有快速熔體波的穩定熔體膜有利于在低表面粗糙度的情況下獲得良好的切割面質量。
此外,進一步評估切削過程的時空特征變量及其相關性是必要的。這項工作的主要目的是研究熔體波沿切割前緣頂端向下滑動的頻率,并將其與切割面上的條紋模式聯系起來,這與切割速度、焦點位置以及輔助氣體壓力的變化有關。
實驗裝置和評估方法
實驗使用12千瓦的圓盤激光器(Trumpf,TruDisk 12002)進行,波長為1030nm,輸出功率為5千瓦。使用Precitec HPSSL切割頭,將光纖(?200μm)引導的激光束集中并聚焦,焦距分別為100 mm和250 mm。這種配置提供了500μm的焦距。
為了可視化和分析切割前端頂點處的熔體流動動力學,進行了切割,并通過不斷演變的切割切口對準觀察方向(圖1a)。高速攝像機(Photron SA 5)的區域設置為64×376 px,以便于記錄每秒14萬幀的幀速率。通過使用尼康200mm微距鏡頭,實現了20μm/px的空間分辨率。為了從切割開始時消除偽影,并確保對速度分布進行充分的統計評估,將評估開始點放置在切割開始后2 mm處,每次評估使用5 mm的切割段。

圖1切口原位診斷裝置原理(a);條紋圖像處理原理(b)。(來源:Fh.ILT)
為了評估熔體流動動力學,開發了一種算法來檢測高速視頻記錄中切割前沿出現的明亮發光的熔體波峰。生成條紋圖像(圖1b),并使用S.Bergman編程的“峰值查找器”分析每個切割深度中條紋圖像灰度值的水平(時間)分布。為此,在條紋圖像的每一條水平像素線上放置水平分析條(圖2)。
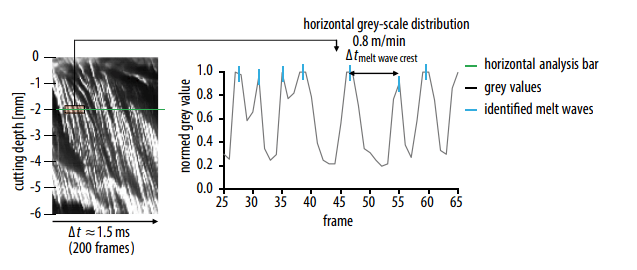
圖2切割深度相關的熔融波識別程序原理,切割深度為2mm,可選擇40幀。(來源:Fh.ILT)
峰值和熔體波峰的動力學與加工的時間發展和切削深度有關。為了考慮由于切割速度不同而產生的不同加工持續時間長度,熔體波峰的數量隨時間進行歸一化。通過了解每個熔體波峰的時間相關位置,可以對熔體波峰或熔體波頻率之間的時間距離進行切割深度相關分析。
表面粗糙度
在保持焦點位置和輔助氣體壓力的同時,增加切割速度(v)會導致表面粗糙度的整體降低,從而降低的程度隨切割深度而變化很大(圖3,中間)。最低平均表面粗糙度(Rz≈ 20μm),對切割速度的依賴性最低,約為切割深度的1/3至1/2。在更大的切削深度下,所有四種檢查切削速度的平均表面粗糙度都會增加。分析粗糙度深度隨焦點位置和輔助氣體壓力的變化,得出切割深度上的類似輪廓(圖3a和3c)。從板材的上邊緣開始,平均表面粗糙度降低至試樣厚度的前三分之一至一半,并增加至板材的下邊緣。對于所有研究的切削參數,切削深度上的表面粗糙度大致為S形(圖3)。
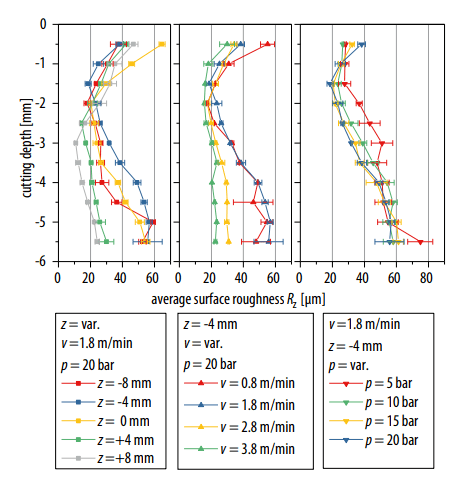
圖3不同焦點位置z(左)、切割速度v(中)和輔助氣體壓力p(右)的平均表面粗糙度測量值。(來源:Fh.ILT)
熔融波頻率
為了討論切割前端頂點處向下滑動的熔體波的頻率,繪制了所有研究切割參數在不同切割深度上的發生率(圖4)。除分布外,還標記了切削深度依賴的模態值、上下四分位數和發生頻率的全局最大值。
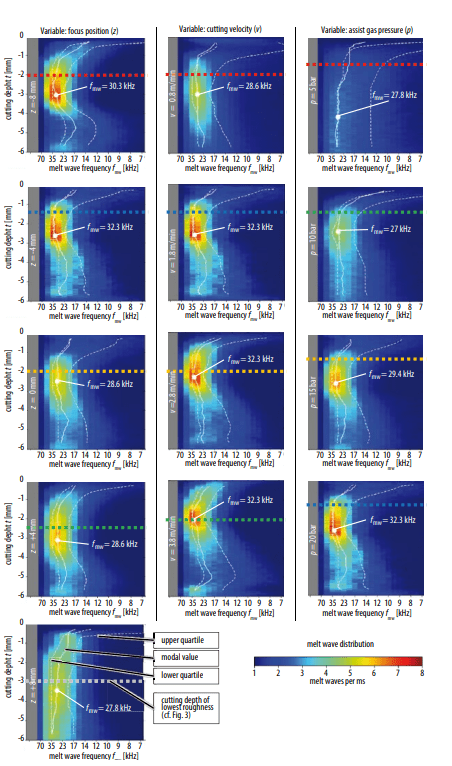
圖4不同切削參數下熔體波頻率(fmw)的切削深度相關分析。(來源:Fh.ILT)
對于所有研究的切割參數,可以確定切割深度依賴于熔體波時間距離的特征頻率分布(圖4)。在切割深度上繪制的模態值(圖4;白線)顯示,對于所有調查的切割參數,從板材頂部到底部的S形輪廓相對相似。從切口進入到切割深度的1/3到1/2,時間熔化波頻率的模態值增加到27–33 kHz的最高值,只有少數例外。然后,頻率略微降低至切割深度的2/3左右,并再次部分增加,直到達到切口出口。
由于可在約為切割深度1/3至1/2的切割深度內確定切割側面的最高瞬時熔化波頻率和最小表面粗糙度,因此較小的瞬時熔化波距離似乎有利于降低表面粗糙度。這與早期的觀察結果一致,即快速熔化波有利于實現平滑切割的側面。
特征熔體波動力學的解釋與應用
有趣的是,對熔體波頻率(即熔體波之間的時間距離)的切削深度相關分析只揭示了對工藝參數的低依賴性。顯然,27–33 kHz的頻率對應于30–35μs之間的熔融波時間間隔,是所研究工藝參數場的特征。
我們的解釋方法基于切割切口中空氣或氣柱的縱向振動(圖5c)。這個原理可以用人工哨聲來解釋。在人工哨聲中,聲音基本上是通過將氣流穿過銳邊或類似障礙物而產生的(圖5a,b)。通過這種方式,產生漩渦,與共振室相互作用,產生聲波,從而產生相應頻率的音調。頻率取決于共振室的長度和形狀、兩端是閉合的還是打開的特性以及空氣或氣柱中的聲速。
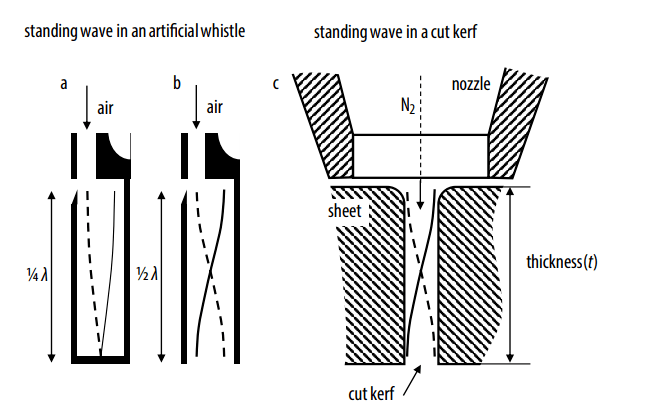
圖5縱向振蕩的原理,即空氣或氣體柱在封閉的(a)或開放的人工口哨(b)和切割切縫(c)中的駐波。(來源:Fh. ILT)
我們假設,作為上述哨聲方法的一個序列,可以在熔體膜上誘導共振熔體波的形成。因此,熔體膜上氣流的摩擦力局部增加,熔體傳輸得到改善,導致局部粗糙度深度減小。
這種物理理解揭示了一種有希望的方法來提高切割側面的質量。我們假設,通過共振頻率調制工藝參數,可以刺激這種哨聲效應。以這種方式,應誘導形成高效的共振熔體波,從而顯著穩定整個板材厚度上熔體上的摩擦力。
激光束參數的時間調制,如光束功率和功率密度分布,以及光束的空間振蕩,是激發諧振的自識別方法。另一種可能性是產生已經在切口上方共振頻率下振蕩的氣流。為此,可以在噴嘴幾何結構中設計一種特殊的諧振腔,其長度與待切割板材的厚度相適應。
結論與展望
本文提出的分析切割前沿頂點上向下滑動的熔體波頻率的方法,以及對結果的物理解釋允許以下陳述:
1,較小的時間熔體波間距或較高的熔體波頻率有利于獲得較低的表面粗糙度。
2,對于所研究的工藝參數場,可以找到27–33kHz的特征熔體波頻率。
3,根據人工哨聲原理,特征頻率可以用切口中振蕩氣體柱的共振頻率來解釋,該共振頻率是薄板厚度和聲速的函數。
4,假設氣柱的共振波頻率被傳輸到熔融膜,從而導致切割側面的粗糙度較低。
5,研究結果為減少切削后刀面粗糙度深度的優化策略的制定提供了新的依據。我們假設,通過用工藝固有共振頻率調制工藝參數,可以產生最光滑的切割側面,從而使熔體從切口中有效噴射。
來源:Photonics Views - 2020 - Arntz‐Schroeder -Analyzing the Dynamics of the Laser Beam Cutting Process,DOI:10.1002/phvs.202000015
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀





















 關注我們
關注我們

