



/img/zhengzaibaoming.jpg)
主要介紹了激光焊接探測(cè)過(guò)程中的6個(gè)典型的探測(cè)技術(shù):光電二極管、視覺(jué)、光譜、聲學(xué)、高溫計(jì)和等離子電荷傳感中的后四個(gè)技術(shù)的基本原理。同時(shí)介紹了多傳感融合技術(shù)。
光譜儀
光譜分析儀經(jīng)常用來(lái)分析焊接過(guò)程中的羽狀物特征,如圖1所示。焊接時(shí)焊接區(qū)的光輻射被準(zhǔn)直鏡收集,然后傳輸給光纖。羽狀物的光譜通過(guò)光譜分析儀進(jìn)行分析。在近幾年,隨著光譜儀尺寸的變小和成本的降低以及接口(I/O)的便利,光譜儀已經(jīng)逐漸用于在線監(jiān)測(cè)和自適應(yīng)控制。基于獲得的光譜譜線的相對(duì)強(qiáng)度,如圖2所示,不同元素的譜線的相對(duì)強(qiáng)度通過(guò)Boltzmann-plot來(lái)進(jìn)行計(jì)算。
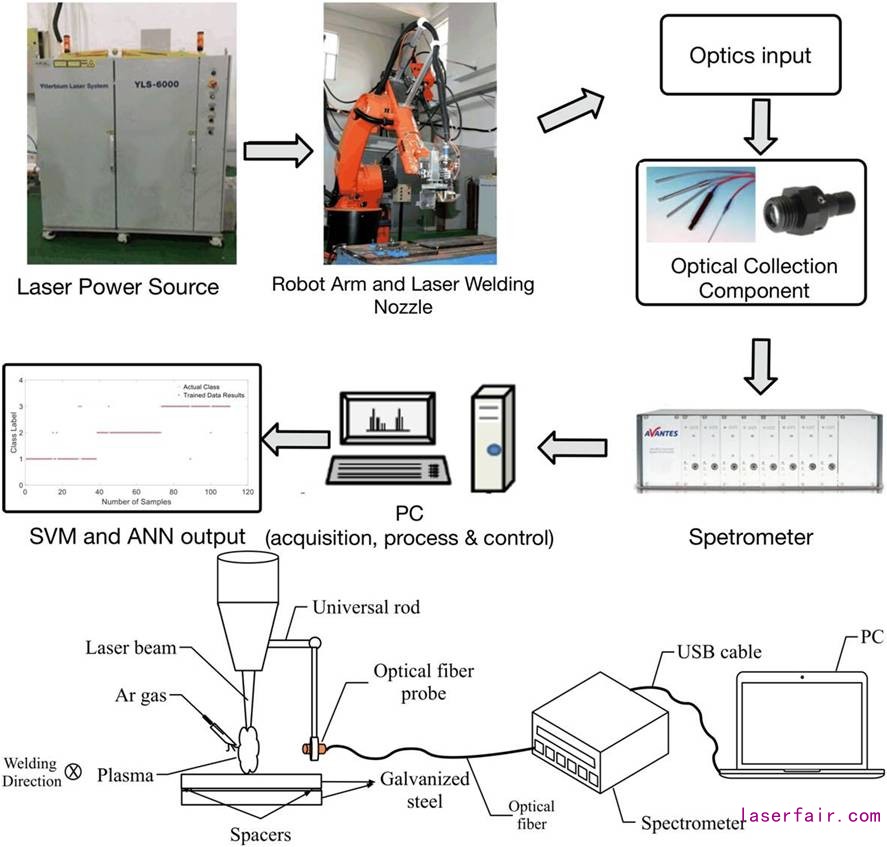 圖1 基于光譜分析的示意圖 文獻(xiàn)1
圖1 基于光譜分析的示意圖 文獻(xiàn)1
早期的研究表明,鋁合金的焊接缺陷,如咬邊和飛濺等,不僅整個(gè)光譜的輻射得到加強(qiáng),就連鋁的譜線也同時(shí)得到加強(qiáng)。如在激光焊接鍍鋅板時(shí),Zn(或Fe)的電子溫度同特征缺陷是明顯相關(guān)聯(lián)的,此時(shí)溫度并不對(duì)焊接深度敏感。此外,羽狀物譜線的強(qiáng)度可以用來(lái)幫助識(shí)別焊接速度的變化,如圖3所示。
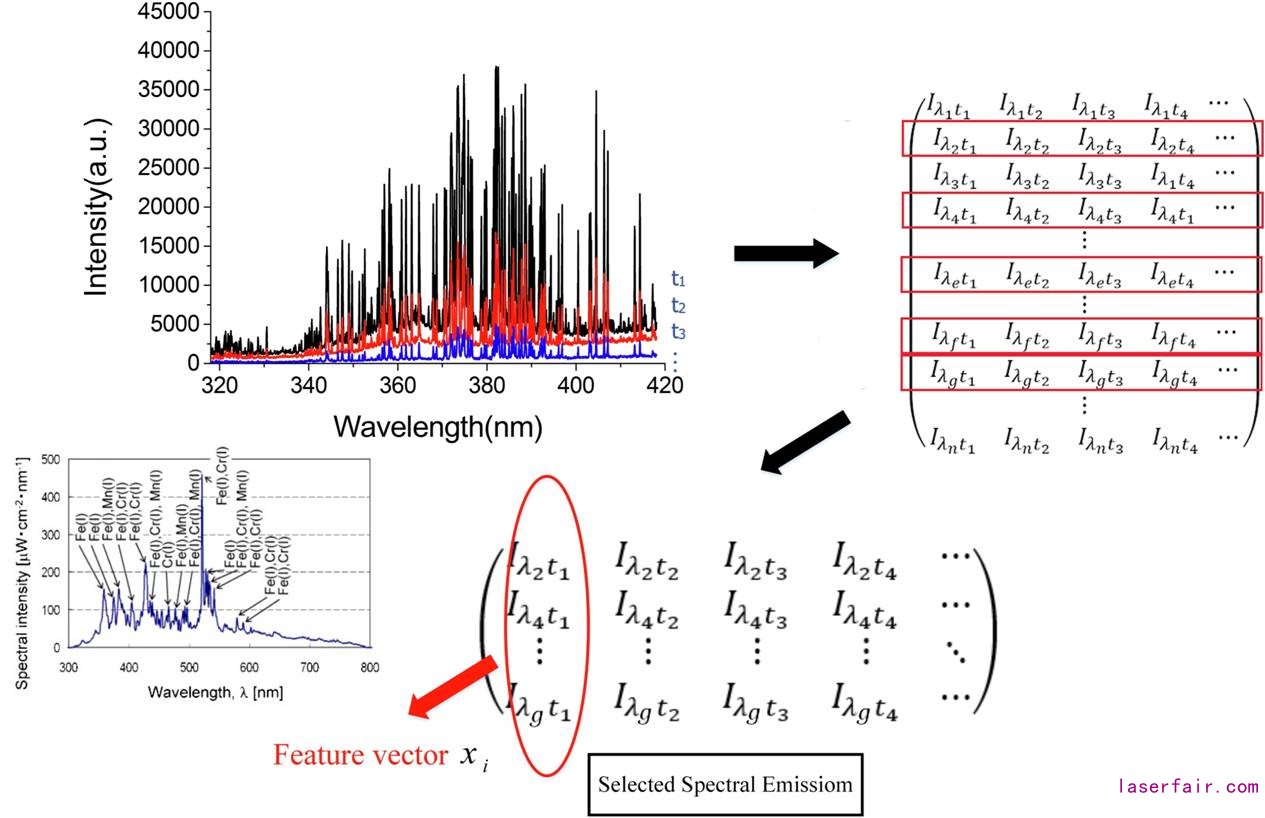 圖2 基于光譜分析的激光焊接時(shí)激光誘導(dǎo)的羽狀物的譜線圖 文獻(xiàn)1
圖2 基于光譜分析的激光焊接時(shí)激光誘導(dǎo)的羽狀物的譜線圖 文獻(xiàn)1
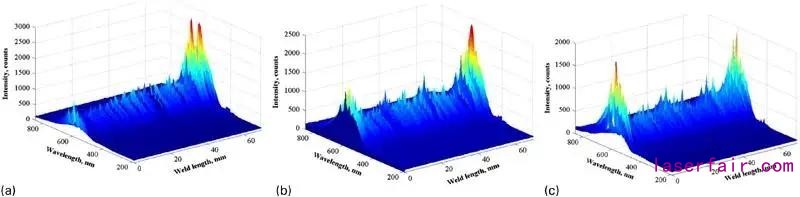 圖3 激光焊接鍍鋅板時(shí)羽狀物和等離子體的譜線:a 30;b40 ;c 50;(mm每秒)
圖3 激光焊接鍍鋅板時(shí)羽狀物和等離子體的譜線:a 30;b40 ;c 50;(mm每秒)
在Sibillano團(tuán)隊(duì)的研究方案中,采用海洋光學(xué)的低成本光譜分析儀進(jìn)行缺陷探測(cè)和自適應(yīng)控制的研究。基于對(duì)光譜的相關(guān)性分析,他們研究了不同保護(hù)氣體速率的條件下的羽狀物的動(dòng)力學(xué)特征,如圖4所示。圖4a和b為氣體流速為40NL每分鐘的時(shí)候,其相關(guān)性為正。然而,如圖4c和d所示,當(dāng)氣體流速為100NL每分鐘的時(shí)候,其相關(guān)性為負(fù)值。
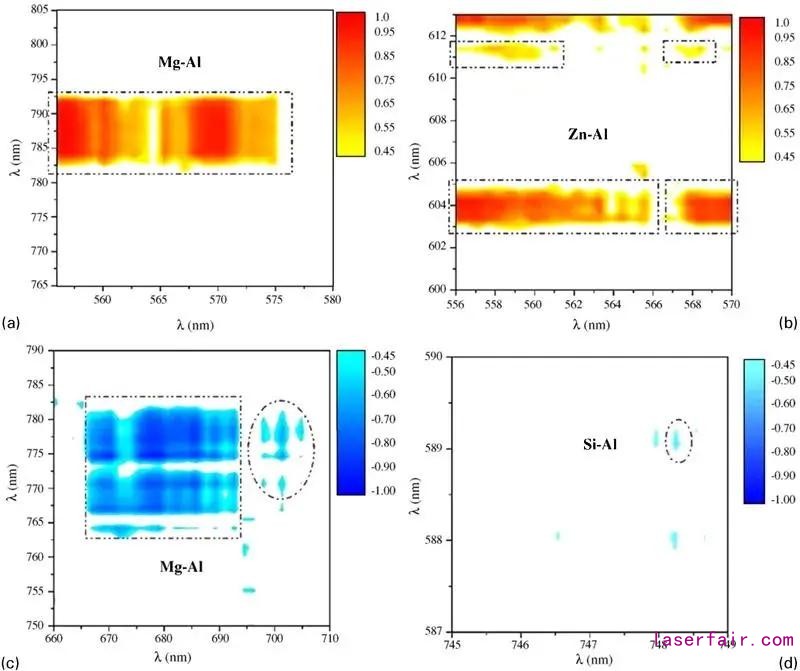 圖4 光譜分析的相關(guān)性分析結(jié)果
圖4 光譜分析的相關(guān)性分析結(jié)果
聲學(xué)探測(cè)
在最近幾年,基于聲學(xué)進(jìn)行激光焊接質(zhì)量評(píng)估的研究并不多。這是因?yàn)橛糜诎惭b接觸聲學(xué)探測(cè)的設(shè)備在大型生產(chǎn)的場(chǎng)合并不是很方便,如生產(chǎn)汽車的行業(yè)就是如此。而非接觸聲學(xué)探測(cè)儀則往往會(huì)受到環(huán)境噪音的干擾。因此,大多數(shù)的聲學(xué)探測(cè)集中在如何提高識(shí)別精度和非接觸探測(cè)時(shí)如何采用人工智能識(shí)別算法的魯棒性上。
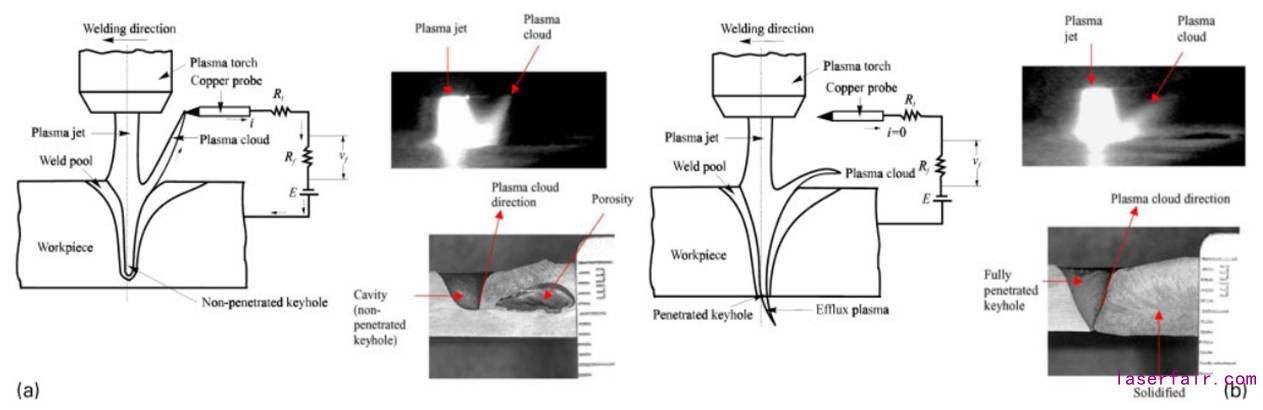 圖5 等離子電荷傳感探測(cè)匙孔焊接的深度
圖5 等離子電荷傳感探測(cè)匙孔焊接的深度
為了實(shí)現(xiàn)時(shí)間頻率信號(hào)的有效性,Luo等人研究發(fā)現(xiàn)當(dāng)焊接缺陷發(fā)生時(shí),聲發(fā)射信號(hào)在低頻率(小于78Hz)的強(qiáng)度和頻率震動(dòng)幅度(781Hz和1562Hz)時(shí)會(huì)顯著下降。此外,熱傳導(dǎo)焊接時(shí)的聲信號(hào)和匙孔效應(yīng)焊接時(shí)的聲效應(yīng)信號(hào)在10-20KHz時(shí)存在巨大的差別。對(duì)這一范圍內(nèi)的結(jié)果進(jìn)行對(duì)比聲學(xué)信號(hào)的特征,研究發(fā)現(xiàn)聲學(xué)信號(hào)特征同金屬蒸汽和匙孔形狀密切相關(guān)。因此,焊接缺陷的精準(zhǔn)識(shí)別可以通過(guò)神經(jīng)網(wǎng)絡(luò)來(lái)實(shí)現(xiàn)。
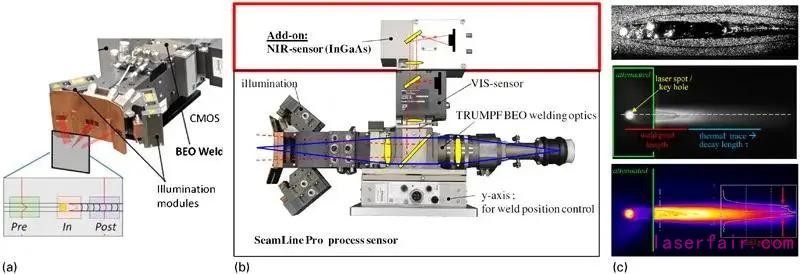 圖6 多探頭融合的激光頭及其測(cè)量結(jié)果
圖6 多探頭融合的激光頭及其測(cè)量結(jié)果
聲學(xué)探測(cè)用于焊接缺陷的探測(cè)和監(jiān)測(cè)是一個(gè)非常好的辦法,但其聲音往往會(huì)由于聲音發(fā)生源和探測(cè)頭之間存在一定的距離而產(chǎn)生延遲。由此可見(jiàn),聲探測(cè)儀用于自適應(yīng)控制并不是最佳的選擇。
聲學(xué)探測(cè)用于焊接缺陷的探測(cè)和監(jiān)測(cè)是一個(gè)非常好的辦法,但其聲音往往會(huì)由于聲音發(fā)生源和探測(cè)頭之間存在一定的距離而產(chǎn)生延遲。由此可見(jiàn),聲探測(cè)儀用于自適應(yīng)控制并不是最佳的選擇。
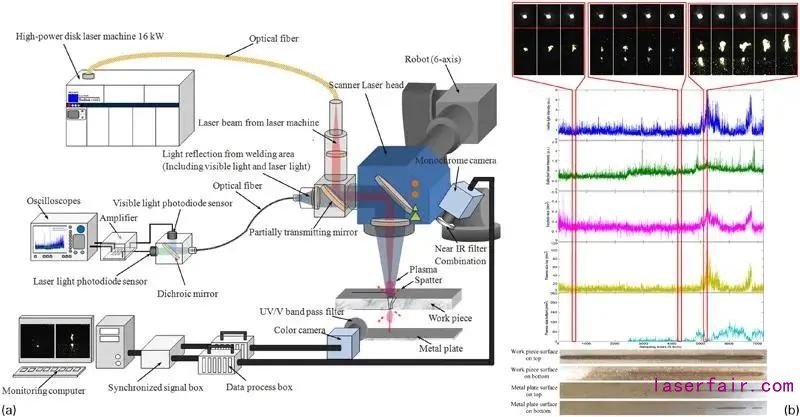 圖7光電二極管和視覺(jué)系統(tǒng)融合的監(jiān)測(cè)系統(tǒng)及其提取的6種信號(hào)
圖7光電二極管和視覺(jué)系統(tǒng)融合的監(jiān)測(cè)系統(tǒng)及其提取的6種信號(hào)
聲學(xué)探測(cè)用于焊接缺陷的探測(cè)和監(jiān)測(cè)是一個(gè)非常好的辦法,但其聲音往往會(huì)由于聲音發(fā)生源和探測(cè)頭之間存在一定的距離而產(chǎn)生延遲。由此可見(jiàn),聲探測(cè)儀用于自適應(yīng)控制并不是最佳的選擇。
高溫計(jì)
熱輻射強(qiáng)度可以反應(yīng)溫度的變化,從而可以借助高溫計(jì)來(lái)進(jìn)行探測(cè)。因此,由于溫度的變化造成的焊接狀態(tài)的變化可以作為分析的對(duì)象。此外,高溫計(jì)的優(yōu)點(diǎn)在于價(jià)格低廉和取樣高效。一些研究人員開展了利用高溫計(jì)進(jìn)行激光焊接過(guò)程中熱變化的探測(cè)。同時(shí),Bertand和Smurov則在研究中利用高溫計(jì)進(jìn)行2D溫度場(chǎng)的探測(cè)來(lái)進(jìn)行工藝的優(yōu)化。然而,Doubenskaia則指出,高溫計(jì)的取樣頻率這一塊應(yīng)該給予更多的關(guān)注,不建議在探測(cè)范圍(或者分辨率)上下功夫。
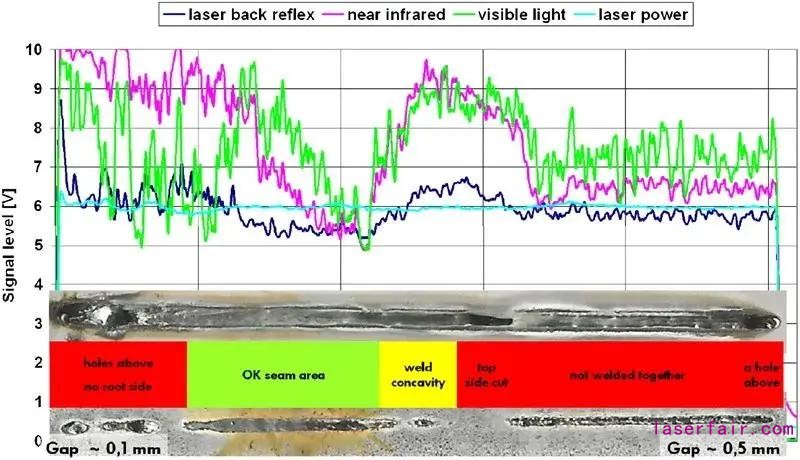 圖8 FraunhoferILT和大眾開發(fā)的汽車焊接在線監(jiān)測(cè)進(jìn)行檢測(cè)的結(jié)果圖
圖8 FraunhoferILT和大眾開發(fā)的汽車焊接在線監(jiān)測(cè)進(jìn)行檢測(cè)的結(jié)果圖
等離子體電荷探測(cè)
由于在焊接時(shí)產(chǎn)生的等離子體包含電離子和負(fù)離子,焊接噴嘴和焊接工件之間的電壓可以由一個(gè)電容和電阻組成的回路來(lái)進(jìn)行探測(cè)。早期研究結(jié)果表明等離子電荷傳感對(duì)于測(cè)量等離子體溫度非常有用。該技術(shù)一般用來(lái)識(shí)別焊接深度和焊接缺陷,如匙孔造成的失效、穿孔、光束位置偏離和焊道錯(cuò)位等。相應(yīng)地,這些研究已經(jīng)用于激光焊接的探測(cè)。W.Lu認(rèn)為非常有必要確定等離子電荷和焊接深度之間的關(guān)系。大多數(shù)等離子電荷傳感器均直接同激光頭或噴嘴相連接。Zhang及其團(tuán)隊(duì)設(shè)計(jì)了一個(gè)測(cè)量回路并不是同噴嘴相連接的,該裝置包含一個(gè)探測(cè)頭,其位置是可變的。如圖5所示。當(dāng)探頭在工件表面3-6mm且在電極后方軸線方向8-12mm時(shí),此時(shí)的回路可以有效的區(qū)分完全穿透焊接和部分穿透焊接。相似的研究在弧焊、電子束焊接以及等離子體焊接過(guò)程中均存在。激光焊接的作用原理在本質(zhì)上同以上過(guò)程是一樣的,并且所有的焊接過(guò)程中存在均存在等離子體。
多探頭融合技術(shù)
基于以上分析,可以推斷出但一探頭傳感均存在退訂的缺陷,原因就是大多數(shù)探頭均有一定程度的低的長(zhǎng)安探測(cè)精度和只能探測(cè)一定程度的焊接缺陷。因此,多探頭長(zhǎng)安剛好可以成為解決以上問(wèn)題的一個(gè)好辦法。
光電二極管傳感和聲學(xué)傳感的融合
多探頭融合的研究歷史比較長(zhǎng)了,這一方式主要有兩種。一種是紅外和紫外傳感融合,一種是聲學(xué)和紫外傳感融合。紅外和紫外傳感使用的是光電二極管是用不同波段的波長(zhǎng)來(lái)實(shí)現(xiàn)的。而聲學(xué)和紫外探測(cè)的融合是采用光電二極管和麥克風(fēng)來(lái)實(shí)現(xiàn)的。紅外和紫外傳感的融合被認(rèn)為測(cè)量焊接深度時(shí)更為精確,且在探測(cè)飛濺和匙孔效應(yīng)造成的缺陷(盡管過(guò)程不穩(wěn)定)是比較有效的。實(shí)驗(yàn)表明聲學(xué)探測(cè)和紫外發(fā)射均對(duì)羽狀物的變化非常敏感。
多探頭傳感(NIR、可見(jiàn)光和輔助光)
視覺(jué)探測(cè)可以彌補(bǔ)光電二極管探測(cè)和聲探測(cè)的不足,因?yàn)樵摷夹g(shù)可以獲得空間的測(cè)量結(jié)果和獲得更多的信息。因此就可以嘗試將不同的視覺(jué)傳感結(jié)合在一起來(lái)獲得焊接過(guò)程中更豐富的信息。多探頭傳感在焊接缺陷的應(yīng)用方面有一種是三個(gè)探頭在不同的位置獲取三個(gè)不同階段的信息。這三個(gè)階段是焊前、焊中和焊后。焊前主要用于焊縫的跟蹤定位。焊中主要用于監(jiān)控匙孔形狀的穩(wěn)定性。而焊后則主要獲取焊后熔池的相關(guān)信息。目前,采用不同的探測(cè)器來(lái)研究同一位置的焊接區(qū)域是近年來(lái)的熱點(diǎn)。圖6所示為通快公司的近紅外(INGaAs)相機(jī)和可見(jiàn)光(Si)相機(jī)安裝在激光頭上以實(shí)現(xiàn)同軸多視覺(jué)探測(cè)。依據(jù)獲得的不同圖像和不同形態(tài)特征,然后利用數(shù)據(jù)算法來(lái)進(jìn)行提取,主要提取真實(shí)位置、速度、熔池尺寸或焊縫形貌等。多探頭的優(yōu)點(diǎn)就在于可以獲得不同焊接狀態(tài)下豐富的焊接信息。但其缺點(diǎn)就在于取樣速度比較低,目前常用的取樣速率為100-2000 f每秒(工業(yè)用,2014年的數(shù)據(jù))。高速相機(jī)由于價(jià)格太過(guò)昂貴,目前還不適合用于工業(yè)生產(chǎn)中。由于速度慢導(dǎo)致視覺(jué)傳感在探測(cè)缺陷時(shí)存在較大弊端。
光電二極管和視覺(jué)傳感的融合
光電二極管和視覺(jué)傳感的融合在近年來(lái)成為激光焊接的一個(gè)研究熱點(diǎn)。其優(yōu)點(diǎn)就在于取樣速度塊,獲得的信息量大,從而可以獲取焊接狀態(tài)的豐富信息。D.You等人設(shè)計(jì)了一個(gè)四信號(hào)探頭系統(tǒng),該系統(tǒng)融合了兩個(gè)視覺(jué)探頭和兩個(gè)光電二極管,如圖7(a)所示。在輔助光照射(40W半導(dǎo)體激光器,波長(zhǎng)為976nm),一個(gè)視覺(jué)探頭用于探測(cè)匙孔和熔池的形狀。另外一個(gè)視覺(jué)探測(cè)器用于獲取窄光纖過(guò)濾鏡片(350-750nm)頂部和底部的金屬蒸汽的形成信息。兩個(gè)光電二極管用于探測(cè)可見(jiàn)光輻射和發(fā)射的強(qiáng)度。該裝置使用后提取的五種信號(hào)特征見(jiàn)圖7b。圖8為Fraunhofer激光技術(shù)研究所和大眾汽車聯(lián)合開發(fā)的用于汽車焊接的質(zhì)量監(jiān)控系統(tǒng)的工作效果圖。
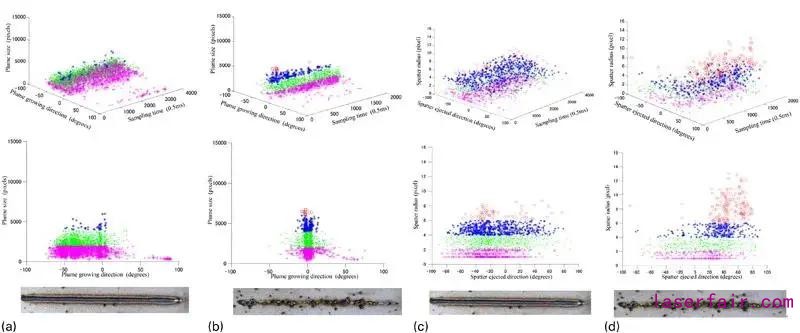 圖9 經(jīng)過(guò)圖像處理后提取的信息特征
圖9 經(jīng)過(guò)圖像處理后提取的信息特征
光電二極管和等離子體電荷傳感的融合
在最近十年,激光電弧復(fù)合焊在工業(yè)中的應(yīng)用引起重視并得到了應(yīng)用。尤其是高功率激光(10-20KW)電弧復(fù)合焊用于造船和造橋中頗為關(guān)注。這類重工業(yè)對(duì)焊接質(zhì)量尤為關(guān)注。此類應(yīng)用的工件一般長(zhǎng)度都超過(guò)1米,厚度一般都超過(guò)20mm。相應(yīng)地,穩(wěn)定可靠的在線監(jiān)測(cè)系統(tǒng)就顯得非常重要。Travis提出一個(gè)四信號(hào)探測(cè)系統(tǒng),一個(gè)為UV、一個(gè)為IR。另外兩個(gè)測(cè)量電流,一個(gè)電流為線和工件之間的;另外一個(gè)為噴嘴和工件之間的。結(jié)果發(fā)現(xiàn),該系統(tǒng)可以判斷焊接的穩(wěn)定性。
人工智能的應(yīng)用
多探頭技術(shù)可以提供大量的焊接狀態(tài)的原始信息(信號(hào)和圖像).這些參數(shù)的特征均通過(guò)先進(jìn)的信號(hào)和圖像處理系統(tǒng)依據(jù)一定的算法進(jìn)行處理。這已經(jīng)是當(dāng)前實(shí)現(xiàn)自適應(yīng)控制的重點(diǎn)。
圖像和數(shù)據(jù)處理
圖像和數(shù)據(jù)處理的算法為準(zhǔn)確控制和識(shí)別焊接狀態(tài)的信息提供了有用的信息。如圖9為視覺(jué)圖像和影像處理技術(shù)相結(jié)合,經(jīng)過(guò)圖像處理后提取的信息特征圖。圖10為不同聚焦量的
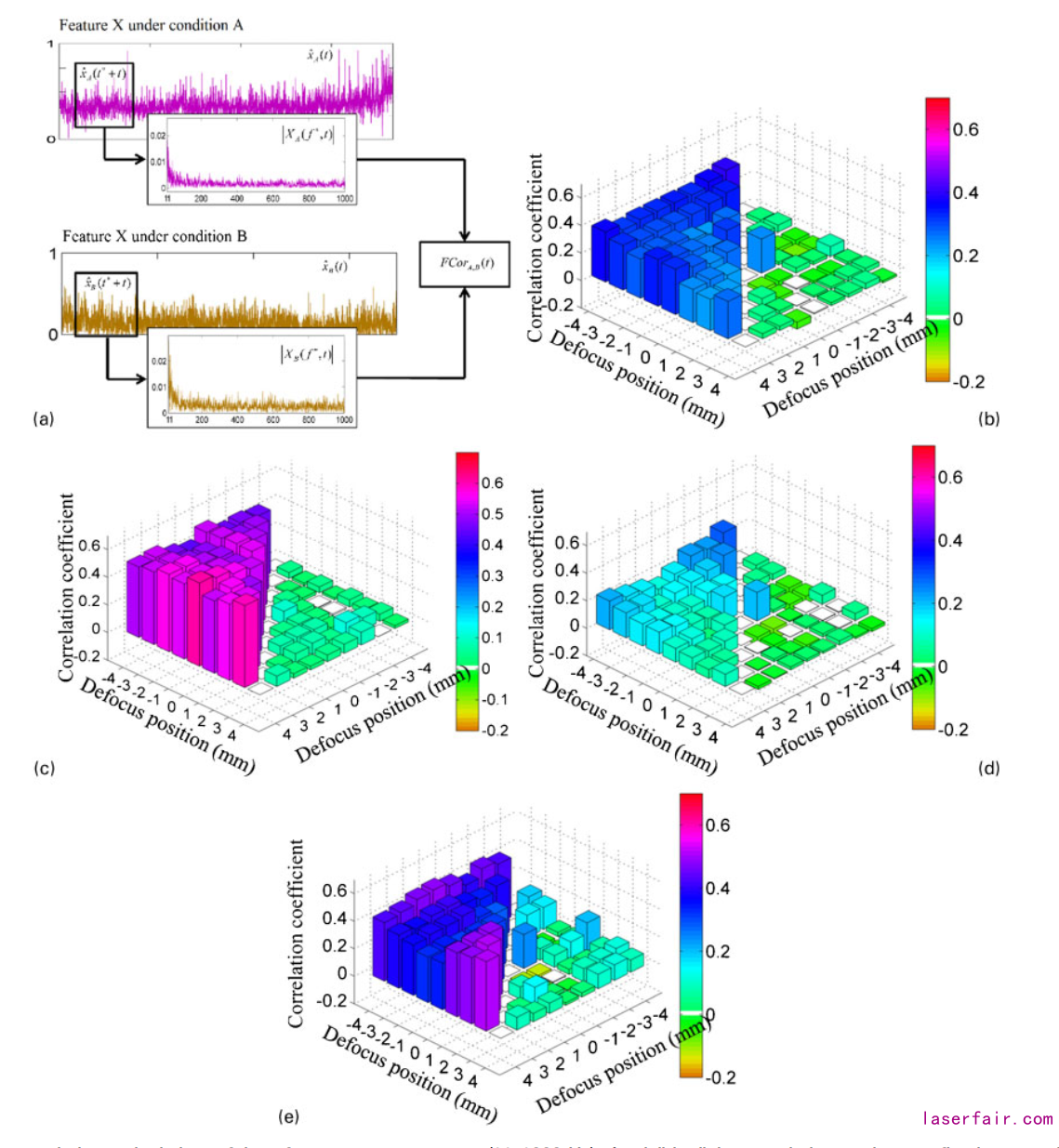 圖10 不同聚焦位置變化時(shí)得到的相關(guān)系數(shù)
圖10 不同聚焦位置變化時(shí)得到的相關(guān)系數(shù)
模式識(shí)別和分類
一旦特征量確定了,不同焊接狀態(tài)或缺陷的識(shí)別和分類就需要用先進(jìn)的模型來(lái)實(shí)現(xiàn)。圖11為支持向量示意圖。
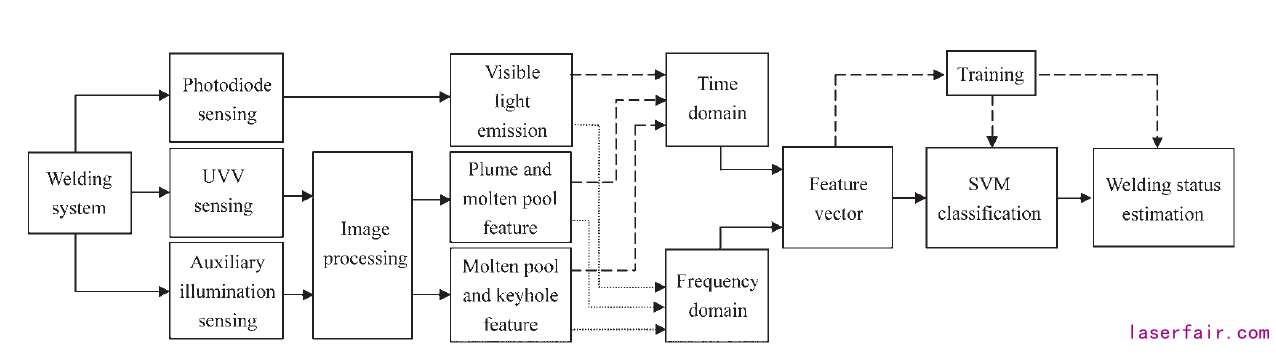 圖11 焊縫狀態(tài)的識(shí)別識(shí)別示意圖
圖11 焊縫狀態(tài)的識(shí)別識(shí)別示意圖
智能自適應(yīng)控制
自適應(yīng)控制可以幫助防止出現(xiàn)缺陷,目前焊縫跟蹤的自適應(yīng)控制主要基于結(jié)構(gòu)光來(lái)實(shí)現(xiàn)的。基于多探頭實(shí)現(xiàn)自適應(yīng)控制的研究也是近年來(lái)的研究熱點(diǎn)。圖11為Nd:YAG激光焊接時(shí)的電子溫度、功率和穿透深度變化的一個(gè)案例。圖 12為連續(xù)激光焊接時(shí)的一個(gè)反饋控制。
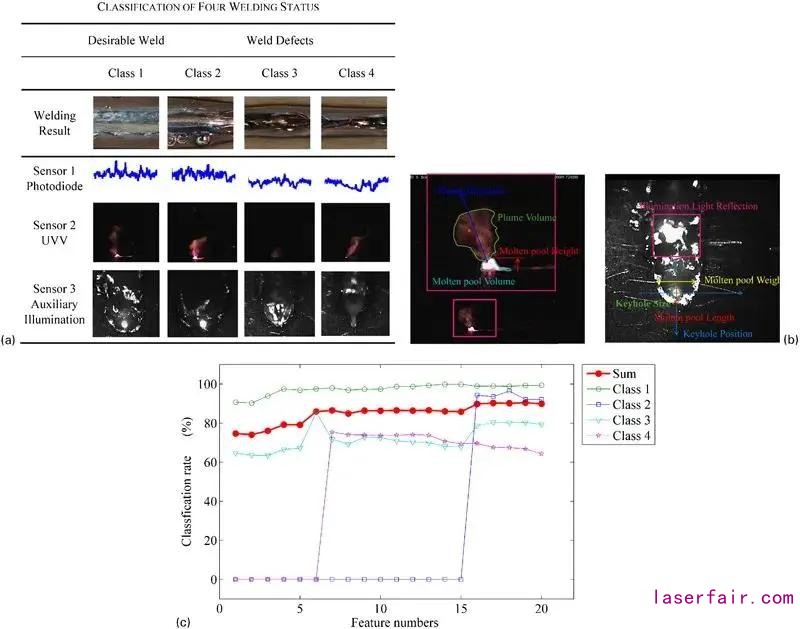 圖12 基于三傳感系統(tǒng)的焊接狀態(tài)的支持向量設(shè)備的分類
圖12 基于三傳感系統(tǒng)的焊接狀態(tài)的支持向量設(shè)備的分類
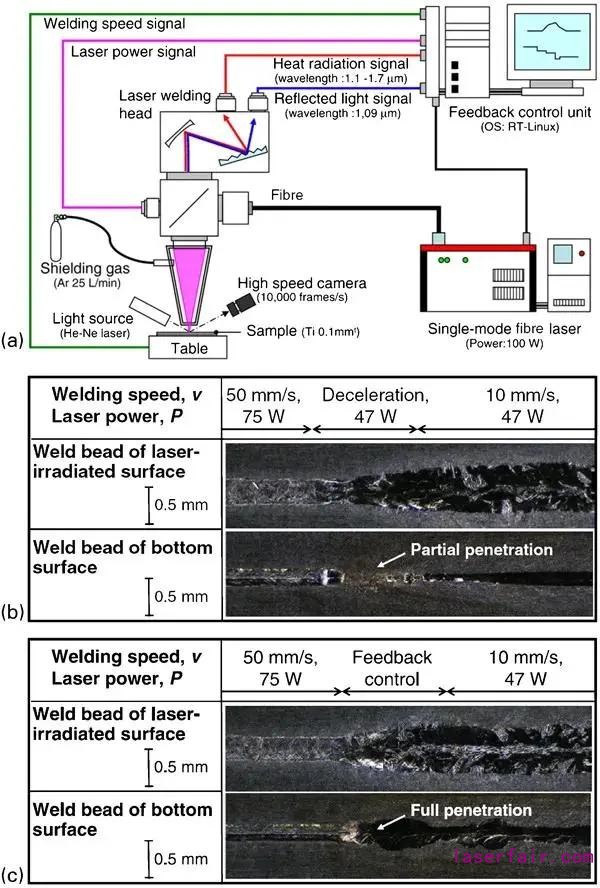 圖13 連續(xù)單模激光焊接時(shí)的反饋控制。
圖13 連續(xù)單模激光焊接時(shí)的反饋控制。
未來(lái)的研究方向
對(duì)于激光焊接的在線監(jiān)測(cè)和在線控制,還有如下諸多的工作值得研究:
焊接過(guò)程中內(nèi)部缺陷的探測(cè)
目前的研究工作基本聚焦在熔池、匙孔或金屬蒸汽以及可以探測(cè)的焊縫表面的缺陷,如裂紋、飛濺等。但焊縫內(nèi)部的缺陷如氣孔、熱裂紋、內(nèi)部未完全熔合等,這些研究還距離實(shí)際應(yīng)用還有很大的差距。目前內(nèi)部缺陷的探測(cè)還是以離線檢測(cè)為主。這種監(jiān)測(cè)方法比較費(fèi)錢和費(fèi)時(shí)。因此,如果能夠?qū)崿F(xiàn)在線監(jiān)測(cè)內(nèi)部缺陷就可以顯著的降低制造的成本。正因?yàn)槿绱耍附觾?nèi)部的缺陷的探測(cè)就成為焊接在線監(jiān)測(cè)的一個(gè)重點(diǎn)。
光譜分析和其他探測(cè)技術(shù)的融合
光譜分析提供了焊接在線監(jiān)測(cè)中很多的有益信息。研究也表明,光譜儀分析得到的信息是其他探測(cè)儀器所不能獲得的。最有價(jià)值一點(diǎn)就是其元素的信息。焊縫質(zhì)量同元素成分和含量密切相關(guān)。可以預(yù)見(jiàn),對(duì)金屬蒸汽中的元素含量的深度分析可以幫助進(jìn)行對(duì)不同焊接缺陷的產(chǎn)生進(jìn)行分析。于是,光譜分析和其他分析探測(cè)技術(shù)(光電二極管、視覺(jué))的融合將為焊接過(guò)程中的在線監(jiān)測(cè)提供非常豐富的信息。
復(fù)雜的探測(cè)將被簡(jiǎn)單高效的探測(cè)技術(shù)所替代
有些探測(cè)技術(shù)只適合實(shí)驗(yàn)室監(jiān)測(cè),如X射線就是如此。不僅復(fù)雜,而且價(jià)格昂貴還是有輻射。因此,今后的發(fā)展確實(shí)必然使簡(jiǎn)單高效的在線監(jiān)測(cè)技術(shù)將替代復(fù)雜的監(jiān)測(cè)技術(shù)。
可變且可控的自適應(yīng)在線監(jiān)測(cè)技術(shù)
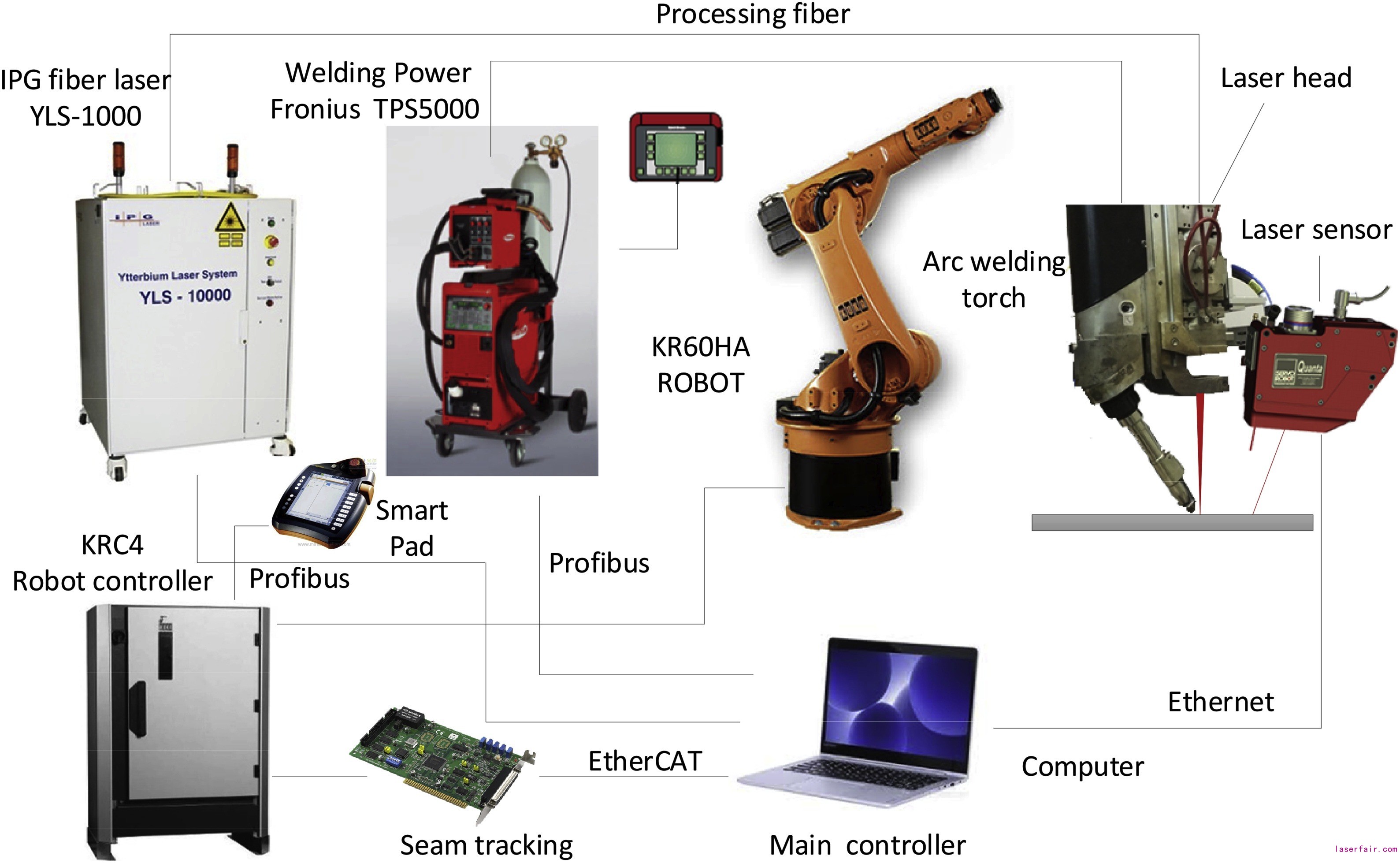 圖14 自適應(yīng)激光控制系統(tǒng) 文獻(xiàn)2
圖14 自適應(yīng)激光控制系統(tǒng) 文獻(xiàn)2
參考文獻(xiàn):
1.https://doi.org/10.1016/j.ndteint.2019.102176,A spectroscopic method based on support vector machine and artificial neural network for fiber laser welding defects detection and classification,NDT & E International,Volume 108, December 2019, 102176。
2.https://doi.org/10.1016/j.jmapro.2018.10.042,Adaptive control for laser welding with filler wire of marine high strength steel with tight butt joints for large structures,Journal of Manufacturing Processes,Volume 36, December 2018, Pages 434-441。
來(lái)源:Review of laser welding monitoringD. Y. You,X. D. Gao &S. Katayama,Pages 181-201 | Received 10 Sep 2013, Accepted 16 Oct 2013, Published online: 19 Dec 2013,https://doi.org/10.1179/1362171813Y.0000000180
轉(zhuǎn)載請(qǐng)注明出處。


 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀




















 關(guān)注我們
關(guān)注我們

