




激光技術在制造業中的應用是目前各國的研究重點, 隨著工業發展對高效、環保、自動化的需要, 激光技術的應用迅速普及制造業的許多領域。在此基礎上, 激光焊接工藝將成為激光應用的重要方面之一。
激光焊接是激光加工技術應用的重要內容, 更是21世紀最受矚目、最有發展前景的焊接技術。
早在上世紀末, 歐美各國就已把激光焊接充分應用到工業生產中, 我國在加快對激光焊接技術的研究與開發的同時, 逐步建立起一個“產、學、研”相結合的發展體制, 并在個別領域有了較大的突破。
隨著工業制造的發展, 高效、敏捷、環保的加工技術將倍受青睞。激光焊接以其高能束的聚焦方式, 在焊接過程中能實現深熔焊、快速焊等其他焊接工藝較難實現的形式, 特別是激光焊接設備搭配靈活, 實時在線檢測技術成熟, 使其能夠在大批量生產中實現高度自動化, 目前已有大量的激光焊接生產線投入工業生產。
實踐證明, 激光焊接在加工業的應用范圍十分廣泛, 基本上傳統焊接工藝可以使用的領域, 激光焊接都能勝任,并且焊接質量更高, 加工效率更快。
采用激光技術的焊接工藝
激光焊接是利用激光的輻射能量來實現有效焊接的工藝, 其工作原理是: 通過特定的方式來激勵激光活性介質( 如CO2和其他氣體的混合氣體、YAG釔鋁石榴石晶體等) , 使其在諧振腔中往復振蕩, 從而形成受激輻射光束, 當光束與工件接觸時, 其能量被工件吸收, 在溫度達到材料熔點時便可進行焊接。
1 激光焊接的模式
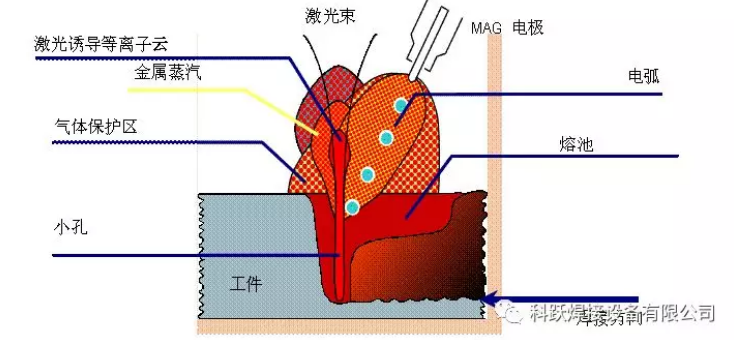
激光焊接可分為熱傳導焊和深熔焊, 前者的熱量通過熱傳遞向工件內部擴散, 只在焊縫表面產生熔化現象, 工件內部沒有完全熔透, 基本不產生汽化現象, 多用于低速薄壁材料的焊接;后者不但完全熔透材料, 還使材料汽化, 形成大量等離子體, 由于熱量較大, 熔池前端會出現匙孔現象。
深熔焊能夠徹底焊透工件, 且輸入能量大、焊接速度快, 是目前使用最廣泛的激光焊接模式。
2 激光焊接的焊縫形狀及組織性能
由于激光器產生的聚焦光斑面積較小, 其作用在焊縫周圍的熱影響區也比普通焊接工藝的小得多, 且激光焊接一般不需填充金屬, 因此焊縫表面連續均勻、成形美觀, 無氣孔、裂紋等表面缺陷, 非常適合于對焊縫外形要求嚴格的場合。雖然聚焦的面積比較小, 但激光束的能量密度大( 普遍達103~108W/cm2) 。
焊接過程中, 金屬被加熱和冷卻的速度非常快, 熔池周圍溫度梯度比較大, 使其接頭強度往往高于母材,相反地接頭塑性則相對較低。目前, 已經可以通過雙焦點技術或復合焊接技術來改善接頭質量。
3 激光焊接的優缺點
激光焊接之所以受到如此高的重視, 在于其特有的諸多優點:
① 采用激光焊接可以獲得高質量的接頭強度和較大的深寬比, 且焊接速度比較快。
② 由于激光焊接不需真空環境, 因此通過透鏡及光纖, 可以實現遠程控制與自動化生產。
③ 激光具有較大的功率密度, 對難焊材料如鈦、石英等有較好的焊接效果,并能對不同性能材料施焊。
當然, 激光焊接也存在不足之處:
① 激光器及焊接系統各配件的價格較為昂貴, 因此初期投資及維護成本比傳統焊接工藝高,經濟效益較差。
② 由于固體材料對激光的吸收率較低, 特別是在出現等離子體后(等離子體對激光具有吸收作用) , 因此激光焊接的轉化效率普遍較低(通常為5%~30%) 。
③ 由于激光焊接的聚焦光斑較小,對工件接頭的裝備精度要求較高, 很小的裝備偏差就會產生較大的加工誤差。
隨著激光焊接的普及應用和激光器的商品化生產, 激光設備的價格明顯下降。而大功率激光器的發展和新型復合焊接方式的研發與運用, 使激光焊接轉化效率低的缺點也得到改善, 相信不久的將來, 激光焊接將逐步代替傳統焊接工藝(如電弧焊和電阻焊) ,成為工業焊接的主要方式。
國內外激光焊接的研究現狀

1 激光器的研究現狀
現有的激光器多以CO2激光器、YAG激光器和半導體激光器為主, 特別是CO2激光器和Nd: YAG激光器, 由于研發較早, 技術較完善, 在各領域的應用已經相當廣泛。
其中, CO2激光器屬于氣體激光器, 其激光活性介質是碳酸氣、氮氣、氦氣等的混合氣體, 發射光的波長為10.6μm, 一般以連續方式工作,電-光轉化效率為10%~30%, 其輸出功率一般為0.5~50 kW;Nd: YAG激光器屬于固體激光器, 其激光活性介質是摻有釹(Nd) 的釔- 鋁- 石榴石(YAG) 晶體, 發射光的波長為1.06μm, 可以用脈沖和連續2種方式輸出, 電- 光轉化效率為3%~10%, 其輸出功率主要為0.1~5 kW[1]。
雖然Nd: YAG激光器的輸出功率和電-光轉化效率比CO2激光器低得多, 但由于其發射光波長較短, 材料對其光束的吸收率較高, 對高反射率的材料( 如鋁合金與銅合金等) 具有較好的焊接效果,特別是Nd: YAG激光器可以采用光纖進行傳輸, 能夠與機器人加工系統很好匹配, 有利于實現遠程控制和自動化生產, 因此在激光焊接中占有重要的地位。
2 等離子體控制的研究現狀
眾所周知, 等離子體的出現, 是激光焊接所面臨的最大問題。激光的高能量密度, 不但能使金屬熔化, 還能使金屬汽化( 能量密度超過106 W/cm2時) ,當汽化后的金屬在空氣中與激光束接觸時, 會出現電離現象, 大量等離子體便由此產生。
等離子體不但能夠吸收和散射激光束, 還能折射激光, 使光斑聚焦的位置出現偏離, 嚴重影響激光的焊接效果。因此,減少等離子體的出現, 是優化激光焊接的最有效方式。
日本的Y Arata發明了LSSW ( 激光擺動法) [8], 即光束沿焊接方向迅速地來回擺動, 時間控制在匙孔出現后與等離子體出現之前, 避免了等離子體的產生。
3 焊接過程自動檢測的研究現狀
無論采用哪種焊接工藝, 均會產生廢品, 目前,工業制造中對產品質量的控制更多的是采用實時監控技術, 而不是焊后處理技術。因此焊接過程的實時監控, 便成了激光焊接實現自動化的研究重點。
J Shao和Y Yan對激光焊接過程聲信號和光信號的檢測進行了系統的闡述, 并給出了檢測系統的設計方案。Li和Steen等人設計了一個絕緣噴嘴來檢測等離子體的動態電信號, 試驗結果表明: 信號的強度隨熔深的增大而增強。
國內高向東等人采用視覺傳感技術, 通過計算機圖像處理, 有效地提取焊接過程的各種信息, 并最終實現自動化控制。
Young Whan Park等人采用UV和IR探測器來檢測等離子體的紫外線輻射和紅外線輻射, 并成功地將UV和IR的輻射信號與焊接質量聯系起來, 實現了焊接過程的在線檢測。
W S Chang和S J Na利用數學模型來研究焊接過程中對熱源控制的重要性, 試驗證明通過對熱源的控制( 如聚焦位置、激光功率) 能夠有效地評估焊接質量。
S Dixon等人則采用電磁聲學轉換器( EMAT) 來實現激光焊接過程的超聲波檢測, 試驗證明材料內部產生的超聲波能夠反應熔深不足、裂痕的出現、氣孔的產生等焊接缺陷。
目前國內外的研究結果顯示: 可供激光焊接過程實時檢測的信號有聲信號、光信號、電信號、紫外/紅外輻射信號和超聲波信號等。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀





















 關注我們
關注我們

