



摘要
研究了振蕩振幅和頻率對(duì)A5083鋁合金板可調(diào)環(huán)模式(ARM)激光振蕩焊接表面質(zhì)量、宏觀和微觀組織以及氣孔率的影響。結(jié)果表明,隨著振動(dòng)幅度和頻率的增加,焊縫表面質(zhì)量得到改善。隨著振幅的增大,焊縫截面由“高腳杯”形狀轉(zhuǎn)變?yōu)椤靶略滦巍毙螤睢o@微組織分析表明,由于攪拌效果與冷卻速率的降低相互競(jìng)爭(zhēng),焊縫的晶粒尺寸不隨振蕩幅度和頻率的增加而減小。焊縫孔隙率隨振蕩參數(shù)的增大而減小,在振幅為2mm時(shí),最終孔隙率為0.22%。三維x射線斷層掃描進(jìn)一步證實(shí)了振蕩對(duì)孔隙分布的影響:大孔隙傾向于聚集在熔池后壁后,而小孔隙表現(xiàn)出更好對(duì)稱性。為優(yōu)化振蕩參數(shù)以實(shí)現(xiàn)A5083鋁合金應(yīng)用中的高質(zhì)量激光焊接提供了有價(jià)值的見解。
01 行業(yè)背景
鋁合金具有重量輕、比強(qiáng)度高、耐腐蝕性能好等優(yōu)點(diǎn),廣泛應(yīng)用于汽車、高鐵、航空航天等行業(yè)。激光焊接具有效率高、熱影響區(qū)小、焊接變形小等優(yōu)點(diǎn)。因此,激光焊接是一種經(jīng)濟(jì)、適用于厚板的焊接方法,可大大減少焊道數(shù)。氣孔是鋁合金激光焊接中的一個(gè)明顯缺陷,嚴(yán)重影響焊接接頭的力學(xué)性能。因此,為了減少和消除孔隙的形成,已經(jīng)進(jìn)行了大量的研究,包括優(yōu)化保護(hù)氣體,應(yīng)用雙光束技術(shù),利用調(diào)制激光功率系統(tǒng),以及采用振蕩光束方法。
激光振蕩焊接技術(shù)以其將激光焊接的優(yōu)點(diǎn)與自身的特點(diǎn)相結(jié)合的能力而脫穎而出。利用激光振蕩焊接不僅可以減少氣孔,而且可以改善焊縫的微觀組織,提高焊縫質(zhì)量。大量的研究主要是對(duì)激光振蕩焊接的各個(gè)方面進(jìn)行研究,包括氣孔的降低、能量分布的優(yōu)化、晶粒結(jié)構(gòu)的細(xì)化以及熔池內(nèi)熔體流動(dòng)的表征。激光能量的分布對(duì)激光焊接的溫度分布和熔深起著至關(guān)重要的作用。在一定的振蕩幅度下,隨著掃描頻率的增加,焊接過程從深透焊過渡到不穩(wěn)定焊,最終過渡到熱傳導(dǎo)焊。結(jié)果表明,提高掃描振幅和頻率可以減小孔隙率,但也會(huì)大大降低焊縫的穿透深度,從而使焊縫的力學(xué)性能下降。
近年來開發(fā)了一種可調(diào)環(huán)模型(ARM)激光器,將激光能量分為高能量密度的芯和低能量密度的環(huán),用于穩(wěn)定鎖孔和提高焊接質(zhì)量。研究人員采用ARM激光振蕩焊接在不同的芯/環(huán)功率比和振蕩寬度下焊接6xxx高強(qiáng)度鋁合金。實(shí)驗(yàn)結(jié)果表明,影響焊縫幾何形狀的主要因素是振蕩寬度,而不是芯環(huán)功率比。然而,振蕩和ARM激光疊加作用下的孔隙分布及其抑制機(jī)理尚未得到研究。本文采用一種新型的ARM激光振蕩焊接技術(shù),降低了焊縫的孔隙率,獲得了更高的熔深和更好的焊縫質(zhì)量。在不同振蕩頻率和振幅下,對(duì)激光能量分布、熔池動(dòng)態(tài)行為和顯微組織進(jìn)行了全面研究。
02 實(shí)驗(yàn)?zāi)康募斑^程
采用圓形激光振蕩焊接技術(shù)對(duì)鋁合金進(jìn)行了焊接。基材(BM)采用5083-O鋁合金300mm × 100mm × 5mm(長×寬×厚),化學(xué)成分如表所示。焊接前對(duì)試樣進(jìn)行拋光處理,消除表面氧化膜,然后用丙酮超聲波清洗15 min,消除表面油污。
激光焊接系統(tǒng)主要由Kuka機(jī)器人、TruDisk 8001光盤激光器和3D PFO振鏡掃描儀組成。采用TruDisk 8001圓盤激光器作為可調(diào)環(huán)模激光源,芯/環(huán)光纖比為100/400 μm,最大輸出功率為8 kW(波長為1030 nm,光束質(zhì)量參數(shù)為4.0 mm-rad)。激光束由核心部分和環(huán)部分組成,其中中心核心部分的激光產(chǎn)生了鑰匙孔(60%的激光能量),而環(huán)部分的激光保證了良好的溫度分布(40%的激光能量),如下圖圖 (b)所示。準(zhǔn)直器和聚焦鏡的焦距分別為138 mm和450 mm。
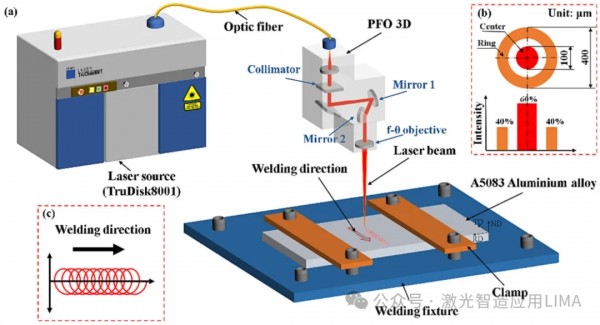
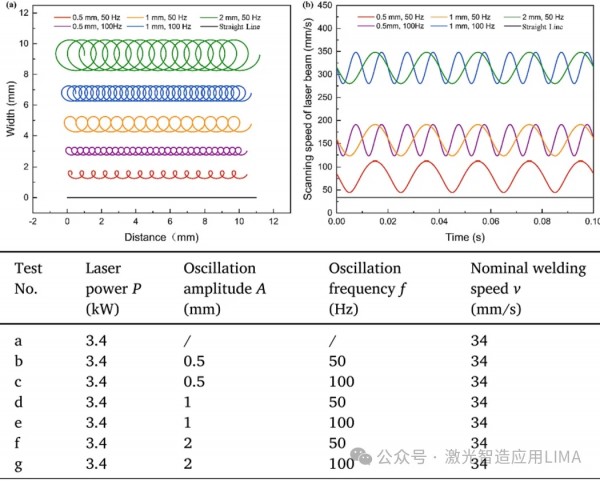
在焊接過程中,使用Phantom V1840高速攝像機(jī)和Cavilux高頻光源對(duì)焊接過程進(jìn)行實(shí)時(shí)監(jiān)控,拍攝速度為5000 fps,曝光時(shí)間為1μs。本研究采用圓束振蕩軌跡、激光運(yùn)動(dòng)路徑和瞬時(shí)速度定義如下圖所示。
03 結(jié)果與討論
3.1 焊縫形貌特征
不同激光振蕩模式下焊縫表面形貌如下圖所示。結(jié)果表明,常規(guī)直線焊焊縫表面粗糙(粗糙度為78.01 μm),焊縫波紋連續(xù)性差,焊縫擴(kuò)散不夠。還觀察到焊縫成形不足、嚴(yán)重飛濺和凹切。隨著振蕩幅度和頻率的增加,焊縫表面呈現(xiàn)密集而均勻的魚鱗。振蕩幅度0.5 mm、1mm、2mm焊縫表面粗糙度分別為80.71 μm、49.63 μm和31.12 μm。沒有飛濺引起的不規(guī)則或凸起。結(jié)果表明振蕩頻率越高,熔池流動(dòng)越有規(guī)律,激光束的攪拌作用越強(qiáng),焊縫表面越理想。

從根本上說,激光焊縫的形狀與激光束的運(yùn)動(dòng)有因果關(guān)系。在焊接過程中,振蕩幅度和頻率的改變改變了焊接速度,從而影響了激光的線能量密度和總熱輸入。焊縫截面形貌呈“高腳杯”狀,由兩部分組成,下部為“杯柄”,上部為“杯腹”。熔透深度和“杯桿”分別定義為H1和H2,焊縫(“杯腹”)和“杯桿”寬度分別定義為W1和W2。焊縫寬度W1和W2均隨振蕩幅度的增大而同步增大,焊縫形貌由“高腳杯”形逐漸轉(zhuǎn)變?yōu)椤靶略滦巍毙巍?br/>
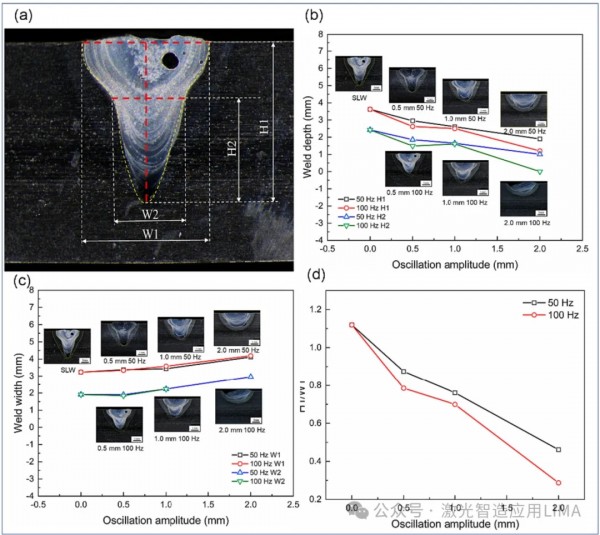
激光能量密度最大出現(xiàn)在軌跡重合處。對(duì)比下圖圖(b、d)和圖 (c、e)可知,掃描頻率的增加會(huì)增大沿掃描路徑的軌跡重合面積,使激光能量分布更加均勻。然而,最大能量密度的減小會(huì)導(dǎo)致焊縫深度的減小。

3.2 熔池行為
為闡明掃描路徑對(duì)熔池行為的影響,采用高速攝像系統(tǒng)對(duì)熔池和鎖孔的演變過程進(jìn)行了觀察。下圖圖(a)示出了直線路徑下熔池的演化過程。圖(b-f)為不同振蕩參數(shù)下熔池的演化圖。隨著振蕩頻率和振幅的增加,熔池后部由于熔池寬度的擴(kuò)大而變得更加圓潤。隨著熔池長度的增加,鎖孔噴發(fā)引起的表面波動(dòng)在后向傳播過程中減小。因此,熔化的液態(tài)金屬在熔池后端平滑而有規(guī)律地凝固,形成均勻致密的焊縫魚鱗。

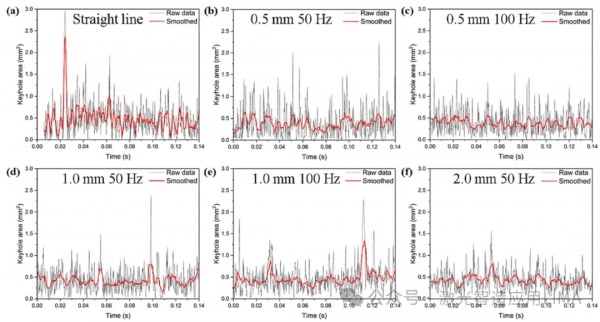
下圖顯示了激光焊接過程中鑰孔開口面積的變化,這是由熔池的高速攝影圖像得出的。如圖(a)所示,在直線焊接過程中,鎖孔開口尺寸表現(xiàn)出明顯的波動(dòng)。觀察到幾個(gè)鎖孔關(guān)閉(0 mm2)的實(shí)例,平均鎖孔開放面積為0.47 mm2。振蕩幅度的增加還可以減少波動(dòng),提高穩(wěn)定性。這是因?yàn)檎袷幒附又心芰糠峙涞絻蓚?cè)的比例較大。因此,鎖孔上的出口膨脹,振蕩幅度增大,從而增加了開口面積。振幅的增加擴(kuò)大了激光束的攪拌范圍,導(dǎo)致鎖孔周期運(yùn)動(dòng)半徑的擴(kuò)大。由于熔融金屬的粘性和作用于鎖孔壁附近的流體動(dòng)壓力,在靠近鎖孔開口的焊接熔池內(nèi)發(fā)生渦流運(yùn)動(dòng)。鑰匙孔開放面積的擴(kuò)大加強(qiáng)了其穩(wěn)定性,避免了氣泡的形成,從而顯著抑制了孔隙率。
3.3 微觀組織
下圖顯示了不同振蕩頻率和振幅下焊縫截面的EBSD形貌。在激光焊縫熔合線附近,柱狀枝晶晶粒向焊縫中心生長。如圖(a)所示,在“杯腹”和“杯莖”區(qū)域之間,可以觀察到明顯的柱狀顆粒分布差異。柱狀晶粒沿“杯腹”壁呈u型分布,而在“杯莖”區(qū),柱狀晶粒沿熔合線呈u型分布。在焊縫凝固過程中,熔合區(qū)部分凝固的晶粒作為凝固前沿進(jìn)行形核,并優(yōu)先沿最大溫度梯度方向垂直于熔池邊界生長。這種現(xiàn)象的發(fā)生是由于激光的高功率密度,導(dǎo)致焊接池內(nèi)部過熱。較高的熱梯度G和中等的生長速率R使得G/R大于組織轉(zhuǎn)變的閾值,導(dǎo)致柱狀晶粒的形成。焊縫中心溫度梯度G減小,導(dǎo)致G/R比逐漸降至組織轉(zhuǎn)變閾值以下,向等軸晶過渡。等軸晶粒均位于“杯腹”和“杯莖”的中心部位。由于焊縫的“杯莖”較窄且靠近基體,因此在冷卻過程中,在“杯腹”區(qū)域之前完全凝固。凝固后的“杯莖”部分作為“杯腹”底部的成核部位,促進(jìn)柱狀晶粒向上生長。

下圖顯示了直線和振蕩焊接過程所示,激光振蕩焊接中激光束的位置不斷變化,會(huì)增加中間熔池長度,使已經(jīng)凝固的金屬重新熔化,導(dǎo)致晶粒生長速率r降低。可導(dǎo)致下等軸晶區(qū)G/R的降低。

3.4 孔隙度分布
三維x射線斷層掃描對(duì)焊縫進(jìn)行了全面檢查,獲得了焊縫內(nèi)氣孔的三維分布,如下圖所示。孔隙率的計(jì)算方法為氣孔的總體積除以焊縫的總體積。通過對(duì)直線激光振蕩焊和圓形激光振蕩焊焊縫孔隙形態(tài)和分布的比較,發(fā)現(xiàn)直線激光振蕩焊焊縫中含有較多的大體積孔隙,孔隙率為2.49%,顯著高于圓形激光振蕩焊焊縫。通過圖(b、c)和圖(d、e)的對(duì)比可以看出,增加振蕩頻率有助于抑制孔隙的形成。對(duì)比圖(b、d)和圖(c、e)可以看出,振蕩幅度的增大對(duì)孔隙形成的抑制也有很大作用。當(dāng)振蕩幅度進(jìn)一步增大到2mm時(shí)(圖(f)),孔隙率進(jìn)一步降低到0.22%,只剩下小體積和小孔隙。

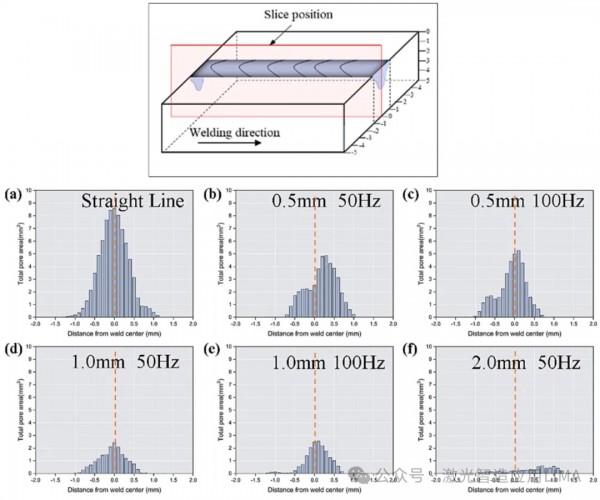
下圖描繪了距焊縫中心線不同距離處的孔隙面積分布,表示了基于孔隙面積大小的孔隙率。對(duì)于直線焊接,氣孔面積沿焊縫中心線呈對(duì)稱分布,隨著離焊縫中心線距離的增加,氣孔面積逐漸減小。結(jié)果表明,鎖孔誘發(fā)的氣孔主要集中在焊縫中心線熔池后壁后方。對(duì)于激光振蕩焊接,孔分布的對(duì)稱性變?nèi)酢?br/>
下圖顯示了距離焊縫表面不同距離處的孔隙面積,其中紅線表示“杯腹”和“杯干”區(qū)域的邊界。在大孔隙占主導(dǎo)地位的情況下(圖(a-c)),邊界以上的孔隙面積占85%以上。這是因?yàn)榭v向邊界處的輪廓過渡更容易捕獲焊縫池中的氣泡,并且捕獲的氣泡在浮力的影響下有向上遷移的趨勢(shì)。在以小孔隙為主的情況下(圖(d-f)),孔隙集中在邊界線以下0.5 mm范圍內(nèi)的區(qū)域內(nèi)。冷卻時(shí)間短,向上位移小可能是造成這種現(xiàn)象的原因。

04 結(jié)論
(1) 不同的激光振蕩模式對(duì)焊縫表面有明顯的影響。較高的振幅和頻率可以改善表面質(zhì)量,而過大的振蕩參數(shù)可能會(huì)增加粗糙度并產(chǎn)生凹形缺陷。
(2) 焊縫形狀主要由激光振蕩參數(shù)決定,通過影響焊接速度、能量分布和總熱輸入。隨著振蕩振幅的增大,焊縫形貌由“高腳杯”變?yōu)椤靶略滦巍保疑顚挶葴p小。
(3) 振蕩幅度和頻率增大,熔池變寬,后部變圓。振蕩作用使熔池長度增大,有利于氣泡逸出和均勻凝固。在直線焊接過程中,鎖孔開孔面積存在波動(dòng),相對(duì)而言,這種波動(dòng)可以減小這種波動(dòng),提高焊接的穩(wěn)定性。
(4) 提高振蕩幅度和頻率,熱梯度和生長速率均降低,有利于大晶粒尺寸的形成。而激光攪拌作用有利于細(xì)化晶粒尺寸,提高織構(gòu)強(qiáng)度。在不同激光參數(shù)下,焊縫硬度保持相對(duì)穩(wěn)定,略低于母材,這可能是由于鎂的蒸發(fā)損失造成的。
(5) 三維x射線層析成像表明,直線焊比振蕩焊具有更高的孔隙率(2.49%)和更大的孔隙體積。增加振蕩參數(shù)可以顯著降低孔隙率,甚至在振幅為2mm時(shí)孔隙率為0.22%。孔面積分布隨振蕩而移動(dòng),大孔聚集在熔池后壁后,小孔的對(duì)稱性較好。大孔隙主要分布在“杯腹”和“杯莖”區(qū)域邊界上方,小孔隙則集中在邊界下方。
轉(zhuǎn)載請(qǐng)注明出處。


 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀



















 關(guān)注我們
關(guān)注我們

