閥門在使用過程中,其密封面長期處于介質之中并受到介質的沖刷和腐蝕。研究閥門密封面的強化和修復方法,延長閥門的使用壽命,具有十分重要的意義。國內對一些高參數閥門的關鍵密封面一般采用等離子噴焊,電弧、火焰堆焊等傳統工藝進行強化[1]。采用激光熔覆工藝對高參數閥門密封面進行強化處理或修復,與傳統工藝相比,密封面質量明顯提高,耐摩擦磨損、耐腐蝕性能更優越等一系列優點。
強化與修復的閥門有J41W-25、J41-16P等型號截止閥,RV-SG-1075等安全閥。閥體閥瓣材料為1Cr18Ni9Ti、2Cr13、r18Ni12Mo3Ti、碳鋼等,其加工面為φ50 mm~φ130 mm的環形平面或環形錐面。其中有閥瓣外表面,也有閥體的內腔表面。密封面涂層采用市售或自制的Co基和Ni基粉末,粉末成分根據與零件材料和結構相匹配的原則選用或專門煉制,粉末使用2123酚醛樹脂為粘接劑,用酒精調和并預置于加工面上,預涂層厚度根據需要為1 mm~3.5 mm不等。為與傳統工藝作比較,另用等離子噴焊和電弧堆焊加工一批試件,粉末和焊條材料的成分與激光加工用粉末的成分相同。試驗先在同種材料的試塊或模擬件上進行,最后再在零件上進行。
激光熔覆技術的原理是,在需處理的零部件表面預置一層能滿足使用要求的特制粉末材料,然后用高能激光束(聚焦后功率密度為104 W/cm2~106 W/cm2)對涂層進行快速掃描處理,預置粉末在瞬間熔化并凝固(冷卻速度達104℃/s~106℃/s),涂層下基體金屬隨之熔化一薄層,二者之間的界面在很窄的區域內迅速產生分子或原子級的交互擴散,同時形成牢固的冶金結合。在快速熱作用下,基體受熱影響極小,無變形。熔層合金自成體系,其組織致密,晶粒細化,硬度和強韌性提高,表面性能大大改善。 試驗用加工機為HGL―90型5 kW橫流CO2激光器,激光器輸出光束波長為10.6 μm,導光系統由光閘、反射鏡和砷化鎵(GaAs)晶體透鏡組成。聚焦后的激光束對采用預置粉末法涂敷在環形試件表面上的合金層進行單道激光掃描,工藝參數為激光功率2 kW~4 kW,掃描速度4 mm/s~10 mm/s,光斑尺寸φ5 mm~φ10 mm。激光束能量分布形式為高斯分布,無保護氣體。試件由MNC801型數控回轉工作臺驅動。一般體積較小或形狀較簡單的零部件不需進行預熱和后處理,對于體積較大的閥體零件需進行預熱與退火處理,以消除應力和防熔層開裂。
用萊茨ORTHOPLAN偏光顯微鏡、德國NEOPHOT-21大型金相顯微鏡、SX-40掃描電子顯微鏡對激光熔覆、等離子噴焊試件作金相組織分析、晶粒度評定和微觀形貌觀察,用HZG4-PC X射線衍射儀、JCXA-733電子探針儀進行物相分析與成分分析。 用前蘇聯產MT-3型顯微硬度計測試試件硬度,用MM200型磨損試驗機對2種工藝處理的試樣與光滑無損的GCr15對磨件在室溫加液壓機油潤滑條件下作相對滑動磨損對比試驗,用2種工藝試樣在10%H2SO4溶液、10%HNO3溶液、20%NaOH溶液和30%尿素溶液中分別進行8 h、24 h、48 h、72 h腐蝕,進行腐蝕速率和抗腐蝕性能評價。
激光熔覆、等離子噴焊2種工藝處理的熔層金相組織形貌見圖1,沿加工面垂直方向可分為熔化區、互熔結合區、基體3個區域。從互熔結合區看,圖1a所示激光熔層與基體間有一白亮結合帶,其帶寬約為10 μm~30 μm,這是在高能激光束快速掃描時,熔層瞬間熔化并形成熔池,通過熔體傳給基體表面的熱量使表面薄層微熔并與熔層合金產生分子或原子級交互擴散,從而形成了牢固的冶金結合帶。界面的結合強度與輸入的能量密度有關,當輸入基體的能量密度偏低,如激光功率太小,掃描速度太快,涂層太厚等,基體表層會因熔化不足而在界面出現機械結合;輸入的能量密度過高時,又會使基體過量熔化,熱影響區加大,結合帶加寬,熔層成分被稀釋沖淡的程度加大。控制好能量密度與掃描速度,可使熔層與基體不但牢固結合,互熔區小,而且對基體熱影響小。圖1b所示等離子噴焊層與基體的互熔結合區寬大模糊,寬度約為120 μm~160 μm。等離子噴焊的基體預熱溫度高,熔化的粉末噴向基體表面的熱作用時間長,對基體的熱影響大,結合面比較疏松。
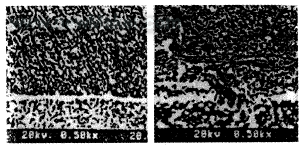
(a)激光熔層 (b)等離子熔層
圖1 結合區形貌(500×)激光工藝處理的熔層底部、中部和上部金相組織形貌見圖2。可見激光熔層以枝晶狀顯微組織為主,其組織細密均勻,晶粒度測定為10~12級。激光束能量高而集中,作用時間短而使熔層有較大的過熱、過冷度。過冷度大,熔池中的合金元素能迅速地形成多種化合物而增加非自發晶核的數量,使形核率大大提高,因而可形成細小均勻的顯微組織。組織細密能提高晶界結合力和抗腐蝕能力,增加熔焊層的強韌性。X射線衍射儀對熔焊層的物相分析還說明,激光熔層生成了多種碳化物、硼化物等多元共晶化合物,具有更為復雜的相結構。這種組織與物相對熔層的硬度、強韌性、耐磨和耐腐蝕性能無疑更為有利。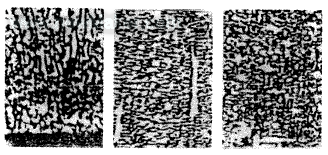
(a)底部組織 (b)中部組織 (c)上部組織
圖2 激光熔層金相組織(250×)等離子焊層底部、中部和上部金相組織形貌見圖3。可見組織呈胞晶狀,其組織明顯粗大,晶粒度為8~10級。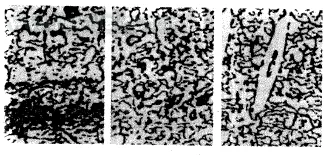
(a)底部組織 (b)中部組織 (c)上部組織
圖3 等離子焊層金相組織(250×)在本試驗的試樣和零件上,激光熔覆層厚度能達到3.5 mm,涂層表面較光滑平整。?φ130 mm×5 mm的環形密封面的平面度可控制在0.4 mm以下。熔覆表面粗糙度達到Ra=6.3 μm ,用X2005型X射線儀對零件激光熔層進行透照拍片探傷,未發現缺陷。據統計,激光熔層的成品率大于95%,等離子噴焊層成品率為60%~70%,而電弧堆焊層成品率僅50%~60%。這是因為激光束作用時熔池中產生的對流傳質作用[2]能充分攪拌熔池,使熔池中氣體和夾雜物能上浮析出,從而形成較為致密的涂層,保證了熔層的質量。而等離子噴焊過程是利用等離子體使噴焊粉末熔化、加速,通過大氣空間再噴射到基體材料表面。此過程伴隨有空氣混入焊層,因此在噴焊層及界面部位往往有較多的氣孔與夾雜物分布在粗大的枝晶之間,不能上浮到表面。
由能譜儀對熔層的成分分析表明,激光熔層成分被基體Fe的稀釋率為等離子噴焊層的1/3,電弧堆焊層的1/14。由圖1、圖2、圖3可見激光熔層晶粒細小,與基體的互熔結合區細窄,說明熱作用時間短,對基體熱影響小,熔層與基體元素互擴散小,有效地保證了熔層設計成分不被基體稀釋,不向基體擴散。由此可見,激光熔層能有效地保留預設計的合金成分,并發揮其優良性能。
密封面硬度取決于粉末成分、熔焊方法與工藝參數,可根據需要進行選擇與調整。當熔焊材料成分相同時,激光熔覆工藝得到的熔層平均顯微硬度比等離子噴焊層高20%~40%,比電弧堆焊層高50%~70%。這是由激光為熱源的快速加熱與快速冷卻特性形成的。
用1臺MM200型磨損試驗機,對涂層材料為Ni基合金粉,基體材料為1Cr18Ni9Ti的激光熔覆和等離子噴焊樣品進行了耐磨性能的對比測試。測試條件:2種試樣各制取4片,2片為一組。激光或等離子試樣固定不動。對磨件轉速為400 r/min,硬度HRC56,加載300 N,磨損時間為4 h或8 h。用萬分之一天平稱量出每組試片試驗前后重量之差,并取平均值。用千分之一測量顯微鏡測量磨痕寬度,也取每組的平均值。結果見表1。表中L1、L2為2組激光熔覆試片,P1、P2為2組等離子噴焊試片。從表1可看出,激光熔覆層比等離子噴焊層的耐磨性高5倍。

表1 磨損試驗結果用線切割方法切取涂層和基體材料同上的激光熔覆和等離子噴焊試塊各4塊,分別在不同溶液中進行腐蝕試驗。腐蝕溶液置于溫度為60℃的水浴槽中保溫,腐蝕后用精密分析天平稱量其失重量,試驗結果和分析數據見表2。由試驗數據分析可得出結論:激光熔覆工藝試片在H2SO4、HNO3、NaOH和尿素4種溶液介質中的腐蝕速率均低于等離子噴焊工藝試片,具有優良的綜合抗腐蝕性能。在H2SO4、HNO3 2種溶液中的對比尤為明顯。

表2 腐蝕試驗結果我們采用激光熔覆工藝強化的截止閥、安全閥密封面,其質量明顯優于傳統工藝強化的密封面。在閥座內腔環型密封面的加工上,激光束可直接掃描,而堆焊、噴焊等工藝因焊具不便進入或操作不便而不能加工或不能保證質量。 在生產線上的應用說明,經激光強化的閥門具有更好的耐摩擦磨損、耐沖蝕和耐腐蝕等性能,壽命明顯提高,減少了因閥門密封面事故造成的停產損失,閥門使用量減少,提高了生產線的安全性與可靠性。
[1]高清寶,王德全,蘇志東.閥門堆焊技術.北京:機械工業出版社,1994:305~418
[2]王家金.激光加工技術.北京:中國計量出版社,1992:274~279







 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀





















 關注我們
關注我們

