




LaserPipe項目涉及兩個業界合作伙伴,分別是英國焊接研究所(TWI )和Ol ive r Cr i spin Robotics (OCR)公司。該項目受到創新英國資金計劃的支持,目標是通過使用高功率的工業激光器以及蛇形機器人設計和開發出適用于內孔多部位激光焊接的激光焊接頭。

這一項目的主要驅動力在于展現可實現工業化的、相對高效的解決方案,用于核設施的常規維護,以更換受腐蝕或已蝕薄的管道。由于要從外部進入管道進行維護或生產新的管道來替代被腐蝕的管道是比較困難的,因而工廠經常會面臨長時間的停產。所謂的LaserPipe焊接方法則可以通過采用激光管內焊接的方式來實現管道的遠程和原地生產和維修。結合使用蛇形機器人和光纖激光器,能夠在管道內部進行可靠的遠程焊接,目標是減少加工周期,盡可能減少工廠停產時間。
進行管內自體激光焊接需要攻克諸多挑戰。主要的工業激光焊接工藝大部分采用了平焊位(PA),但要對管道進行內孔多部位焊接,必須考慮諸多新的因素:
● 需要加大力度,以控制和減少有限空間內的飛濺物和煙塵;
● 在可能發生熱損傷的情況下,確保光學部件的便捷更換;
● 要實現穿透型焊接,因為這是在一個或盡可能少的焊道內完成焊接的最高效的方式。
必須充分理解焊接過程中的重力作用,以及焊接熔池和透孔中的液體和蒸氣流動機制,因為旋轉的激光頭將焊接從平焊位(PA)擴展為向上立焊(PF)、仰焊(PE),最后到立向下焊(PG)位置。
材料和設備設置
開展的內孔焊接試驗主要采用對焊方式將不銹鋼管焊接在一起。用兩種不同尺寸的管道進行了這些實驗。
● 外徑(OD)324.2mm,內徑(ID)315mm,壁厚4.6mm;
● OD為273.4mm,ID為265mm,壁厚4.2mm。
選擇這些尺寸是因為它們是標準管徑,可在市場上買到,成本低。此外,4–4.6mm的壁厚同樣也適用于核工業所用的管道。
所用的激光系統是連續波摻鐿光纖激光器,光束通過光纖被傳輸到各種廣泛使用的現成加工頭組件中。
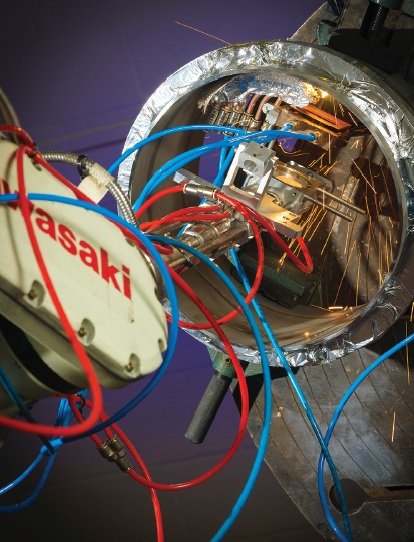
光學元件設置專門設計用以反射與焊接頭垂直的光束,并且確保可采用現成組件,以此在性能、尺寸小型化及相對較低的設備投資成本之間保持平衡。所有光學元件都放置在專門設計,供內孔管道焊接的創新型激光焊接頭(圖1)中。
圖1:特制的TWI加工頭可集成在現成的光學元件中
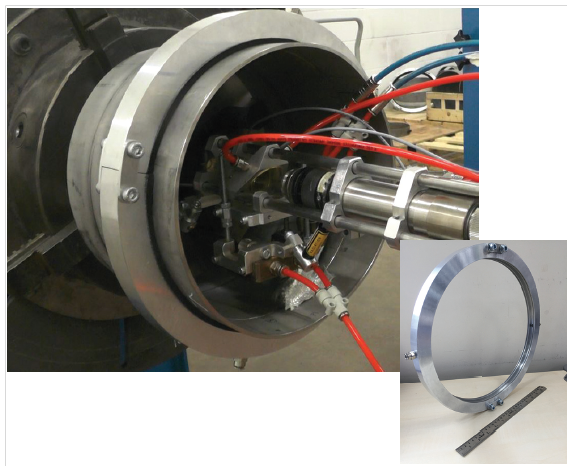
應當配置一把氣刀,用于保護加工頭(尤其是光學部件)免受實驗過程中產生的飛濺和煙塵的損傷。工件附近采用了氮保護氣體,因為氮氣在不銹鋼中的溶解度相對較高,從之前的激光焊接結果可知,與氬氣或氦氣相比,可以減少焊接金屬氣孔。通過緊靠焊接點的四根銅管組成的排管裝置向焊接部位通入氮氣進行保護。焊接部位根部則通過特別設計制造的不銹鋼項圈使其免受大氣氧帶來的損害。氣體保護項圈設有進氣/排氣閥、方便管道更換的鉸鏈區,以及供氮氣與焊接部位進行交互作用的機加工通道。大部分實驗中,激光焊接加工頭被裝在六軸鉸接臂機器人上。實驗中分別對不同位置的激光束焦點的情況進行了考察。
使用一款基于內窺鏡攝像頭的高分辨率監控系統,確保機器人按照設定程序將聚焦激光束瞄準需要焊接的區域。在所有試驗中,肉眼可見的引導式激光器均瞄準焊接線,而高功率焊接激光束(紅外光,肉眼可見)采用與引導式激光器相同的路徑進行工作。
三根低功率的指向型激光二極管用于確保在焊接過程中瞄準焦點位置。采用三角形的安裝布局,激光二極管分別位于計算好的激光束焦點位置上,指向同一個方向,形成一個焦點。
這樣,在編程過程中如果材料表面的光斑圖像各自分開,表明光束焦點在焊接表面的位置不正確,從而需要進行修正。
圖2:用于保護焊接部位根部區域的氣體保護項圈(右)。
在測試中經過優化的焊接參數包括功率、移動速度。氣體保護項圈見圖2。
多部位內孔管道焊接
所制定的焊接工藝規程(WPS)能打造出有望滿足核工業所需的高質量、全滲透型焊接點。特別需要指出的是,這些焊接點具有以下特征:
● 均勻一致的、無裂縫的焊接表面;
● 將近4mm寬的焊縫,用以改善組件的組裝公差;
● 焊接表面在焊縫寬度、褪色方面看不出有任何差異,也無材料滴穿現象,這是因為焊接位置的變化是通過焊接頭的旋轉來實現的。這可能也歸因于不銹鋼的粘滯度比鋁相對更高所致;
● 由氣體保護裝置將焊接點與氧氣進行適當阻隔,在管道的所有部分形成光亮的銀色焊接外觀;
● 通過多個位置進行的影像學分析結論顯示,內孔焊接材料沒有產生穿透壁厚的微孔(圖3);
圖3:在平焊(a)、立向上焊(b)、仰焊(c)、和立向下焊(d)位置對4.6mm的不銹鋼進行自體激光焊接,所產生的對接焊縫的X射線照片的典型特征。
● 根據BS EN ISO 13919-1(焊接.電子和激光束焊接接頭.缺陷的質量級別導則)進行的焊縫質量評估,總體上達到了標準所規定缺陷范圍的嚴格質量標準。
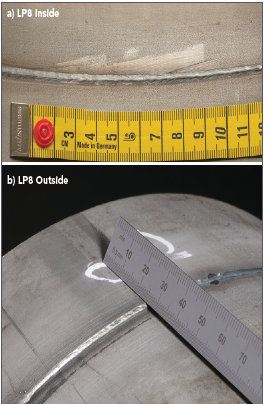
圖4顯示的是全滲透管道內孔焊接表面以及從同一根管道外側根部的圖片。該管道壁厚為4.6mm。由于管道呈橢圓塌陷,在焊接前會存在高低錯位。但是,激光焊接參數使得焊縫可通過自體激光焊接獲得均勻的密封。
圖4:內(a)外(b)側壁厚為4.6mm的管道的典型對角焊縫。由于管道橢圓塌陷,焊縫有些區域存在高低錯位的現象。
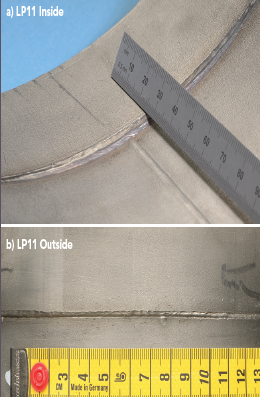
圖5顯示的是另一個全滲透型焊接管組件,壁厚4.2毫米。與圖4所示焊接組件類似,由于管道有些橢圓塌陷,沿著焊縫方向存在一些高低錯位。采用了與圖4相同的焊接參數,顯示在管道裝配時參數的重現性并不是最優的。
圖5:管內(a)外(b)壁厚為4.2mm的典型對焊。由于管道橢圓形塌陷,焊接部位出現了高低錯位。
結論
通過多部位內孔激光焊接不銹鋼實驗,得到的主要結論包括:
● 隨著焊接部位的變化,沒有觀察到明顯的焊縫差別,如焊縫寬度、褪色、材料滴穿;
● 如果完全焊透厚實的橫截面可能需要熔融大量材料,由于重力的作用,焊縫的外觀看上去就會隨著焊接部位的變化而改變,因此,可能需要改變功率和(或)速度等焊接參數;
● 可通過多部位內孔自體激光焊接完成壁厚最高達5mm的不銹鋼管的焊接,核工業因此可以通過最大程度地縮短停機時間而受益。所開發的技術有助于應對當前管道生產及維修過程中所需要的從外部進入才能焊接等相關問題。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀





















 關注我們
關注我們

