




摘要:本文通過對鋁型材擠壓模具設計的系統分析,找出鋁合金型材模具設計的規律,合理布置模孔,增加平衡模孔,并結合實際生產,解決金屬流動不均勻性和模具強度兩大問題,擠壓出斷面幾何尺寸符合用戶要求的產品,實踐證明,設計的擠壓模具結構合理才能獲得首檢合格、壽命長等,因為只有通過對所設計的擠壓模具圖經過系統分析,才能確定其性能是否滿足設計要求。另外根據在模具設計中經常遇見的問題總結了二級焊合、二級導流的作用。
1前言
近年來,隨著我國大規模的基建投資和工業化進程的快速推進,鋁型材全行業的產量和消費量迅猛增長,而我國也一躍成為世界上最大的鋁型材生產基地和消費市場。經過長達近10年的高速增長,我國鋁型材行業步入了新的發展階段,并展現出了諸多新的發展趨勢。而且隨著建筑,交通、工業、汽車以及太陽能和LED等產業的迅速發展,對鋁合金擠壓產品的高精度、高性能要求與日俱增,型材斷面形狀隨之復雜化、多樣化,按常規常見形式設計,存在許多不足,所以要得到優質型材,就得在生產、生活中不斷地學習、積累、不斷地改造和創新,模具設計是重要環節,因此須對擠壓型材模具設計的進行系統分析,并通過生產實踐逐步解決問題。
2 模具設計的六大要點
2.1 鋁擠壓件的尺寸分析
擠壓件的尺寸及偏差是由模具、擠壓設備和其他有關工藝因素決定的。其中受模具尺寸變化的影響很大,而影響模具尺寸變化的原因有模具的彈性變形、模具的升溫、模具的材料及模具的制造精度和模具磨損等。
2.1.1鋁型材擠壓機噸位的選擇
擠壓比是以數值表示模具實現擠壓的難易,一般來說擠壓比在10~150之間是可適用的。擠壓比低于10,產品機械性能低;反之擠壓比過高,產品容易出現表面粗糙或角度偏差等缺陷。實心型材常推薦擠壓比在30左右,中空型材在45左右。
2.1.2外形尺寸的確定
擠壓模具的外形尺寸是指模具的外圓直徑和厚度。模具的外形尺寸由型材截面的大小、重量和強度來確定。
2.2 擠壓模具尺寸的合理計算
計算模孔尺寸時,主要考慮被擠壓鋁合金的化學成分、產品的形狀、公稱尺寸及其允許公差、擠壓溫度以及在此溫度下模具材料與被擠壓合金的線膨脹系數,產品斷面上的幾何形狀的特點及其在拉伸矯直時的變化,擠壓力的大小及模具的彈性變形等因素。
對于壁厚差很大的型材,其難于成形的薄壁部分及邊緣尖角區應適當加大尺寸。對于寬厚比大的扁寬薄壁型材及壁板型材的模孔,桁條部分的尺寸可按一般型材設計,而腹板厚度的尺寸,除考慮公式所列的因素外,尚需考慮模具的彈性變形與塑性變形及整體彎曲,距離擠壓筒中心遠近等因素。此外,擠壓速度,有無牽引裝置等對模孔尺寸也有一定的影響。
2.3 合理調整金屬的流動速度
所謂合理調整就是在理想狀態下,保證制品斷面上每一個質點應以相同的速度流出模孔。盡量采用多孔對稱排列,根據型材的形狀,各部分壁厚的差異和比周長的不同及距離擠壓筒中心的遠近,設計不等長的定徑帶。一般來說,型材某處的壁厚越薄,比周長越大,形狀越復雜,離擠壓筒中心越遠,則此處的定徑帶應越短。當用定徑帶仍難于控制流速時,對于形狀特別復雜,壁厚很薄,離中心很遠的部分可采用促流角或導料錐來加速金屬流動。相反,對于那些壁厚大得多的部分或離擠壓筒中心很近的地方,就應采用阻礙角進行補充阻礙,以減緩此處的流速。此外,還可以采用工藝平衡孔,工藝余量或者采用前室模、導流模、改變分流孔的數目、大小、形狀和位置來調節金屬的流速。
2.4 保證足夠的模具強度
由于擠壓時模具的工作條件十分惡劣,所以模具強度是模具設計中的一個非常重要的問題。除了合理布置模孔的位置,選擇合適的模具材料,設計合理的模具結構和外形之外,精確地計算擠壓力和校核各危險斷面的許用強度也是十分重要的。目前計算擠壓力的公式很多,但經過修正的別爾林公式仍有工程價值。擠壓力的上限解法,也有較好的適用價值,用經驗系數法計算擠壓力比較簡便。至于模具強度的校核,應根據產品的類型、模具結構等分別進行。一般平面模具只需要校核剪切強度和抗彎強度。舌型模和平面分流模則需要校核抗剪、抗彎和抗壓強度,舌頭和針尖部分還需要考慮抗拉強度等。強度校核時的一個重要的基礎問題是選擇合適的強度理論公式和比較精確的許用應力。近年來,對于特別復雜的模具可用有限元法來分析其受力情況與校核強度。
2.5 工作帶寬度尺寸
確定分流組合模的工作帶要比確定半模工作帶復雜得多,不僅要考慮到型材壁厚差,距中心的遠近,面且必須考慮到模孔被分流橋遮蔽的情況。處于分流橋底下的模孔,由于金屬流進困難,工作帶必須考慮減薄些。在確定工作帶時,首先要找出在分流橋下型材壁厚最薄處即金屬流動阻力最大的地方,此處的最小工作帶定為壁厚的兩倍,壁厚較厚或金屬容易達到的地方,工作帶要適當考慮加厚,一般按一定的比例關系,再加上易流動的修正值。
2.6 模孔空刀結構
模孔空刀就是模孔工作帶出口端懸臂支承的結構。型材壁厚t≥2.0mm時,可采用加工容易的直空刀結構;當t<2mm時,或者帶有懸臂處可用斜空刀。
3 模具設計中常見問題及實例
3.1 二級焊合室的作用
擠壓模具在鋁型材擠壓生產中起到至關重要的作用,直接影響擠壓產品的質量。然而在實際生產中,擠壓模具的設計更多依賴設計師的經驗,模具設計質量難以保證,需要多次試模和修模。根據模具設計的不足,提出在下模開設二級焊合室優化設計方案,彌補模具加工中打供料不到位的缺陷,避免了供料不足引起的開口、收口及出材前后形狀不一等缺陷,并有效地解決了設計中速度分布不均的問題。從而在優化方案中,型材截面上的溫度分布和應力分布更加均勻,對出材有較大改善。模具設計如圖1所示:
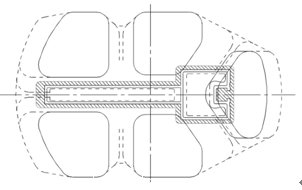
圖 1
3.2 二級導流的作用
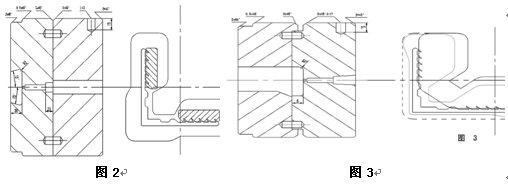
在擠壓模具設計中,對于壁厚差很大的實心型材,二級導流。例:初始模具設計由普通的模子和模墊組成,設計如圖2所示:第一次上機非常不理想,角度偏小、薄壁部分尺寸超薄、超小。模具返修即使加大薄壁部分、打低工作帶仍然不理想。針對初始模具設計的不足,第二次采用導流板設計,提出在模子開設二級導流優化設計方案,有效地解決了初始模具設計中速度分布不均的問題。具體通過對薄壁部導流直沖,厚壁部分在出料口寬展30度,并將厚壁部分模孔尺寸稍微加大尺寸,另將模孔尺寸90度角預收口開為91度,定徑工作帶也適當作了些修改。設計如圖3所示:2號模第一次上機基本合格。
4 小結
經過不斷的學習、積累,不斷的查詢相關的模具設計資料,經過改造、創新來優化模具設計,并通過生產實踐來驗證是否成功。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀





















 關注我們
關注我們

