




導言
鋁合金因其密度低、導熱性高、加工性能好、機械性能優異的優點,在航空航天和汽車領域得到了廣泛應用。然而,鋁合金較低的熔點和較差的耐磨性限制了其在高耐磨和高溫工況領域的進一步應用,比如氣缸、內燃機的凸輪、活塞、閥座等產品就不能用單一的鋁合金制造。目前,許多人在嘗試使用激光熔覆工藝來實現鋁合金的表面改性,比如通過在鋁合金基體上熔覆鎳基、銅基、鐵基合金來獲得更好的耐磨性和高溫性能。
在鋁合金基體上熔覆鎳基和鐵基材料可以顯著提高產品的表面硬度和耐磨性,但鎳基和鐵基合金的導熱性非常差,這種產品并不適合內燃機和活塞等高散熱要求的應用,因為積累的熱量會導致鋁合金基體變形或熔化。
銅合金具有高導熱性和自潤滑性能,非常有利于在確保導熱性的前提下提高鋁合金表面的耐高溫性和耐磨性。因此,銅合金是鋁合金表面熔覆的首選材料。
但是,鋁合金和銅合金對傳統的1064nm波長的紅外激光的吸收率極低,分別只有為~7%和~5%。
使用低功率進行熔覆時,能量輸入不夠,粉末不能完全熔化。
使用高功率進行熔覆時,匙孔效應又不可避免。匙孔效應導致材料對激光的吸收效率劇烈波動,激光在匙孔中的多級反射也使得飛濺現象更加嚴重,最終會導致孔隙、裂紋和未熔合等缺陷。
鋁合金和銅合金對450納米藍色激光的吸收率可分別達到~14.5%和~65%。因此,藍光激光器的發展有望克服高反射率合金熔覆的困難。
1-1
日本在這方面的發展
近年來,大阪大學在藍色激光處理領域進行了一系列開拓性研究。
2018年,Tsukamoto教授團隊通過調整光學組件將六臺單功率為20瓦的藍色激光器發出的光束聚焦于一點,成功地將銅合金熔覆在不銹鋼表面,但由于激光功率還是處于較低的水平,所以在熔覆層內觀察到了一些孔隙。高功率藍光激光器成了阻礙銅合金熔覆的主要難題。
2019年,Tsukamoto教授團隊開發了100瓦藍色激光器,用于純銅的SLM(選區激光熔化)增材制造。生產了致密度約97.8%的純銅管。為了提高增材制造產品的質量,需要進一步提高藍色激光器的功率。
2020年,Tsukamoto教授團隊將兩臺100瓦藍色激光器的光束匯聚到一處,成功獲得了無明顯孔隙和裂紋的純銅熔覆層。然而,覆層的寬度只有620微米,覆層效率低。
德國在這方面的進展
2019年,德國激光器廠商Laserline的Simon等人通過實驗證明,1000瓦的藍色激光在光斑直徑為2mm的情況下,仍然不能在銅基板上熔化純銅合金。
1-2
美國在這方面的發展
2020年,美國激光器廠商NUBURU Incorporated的Zediker等人使用1000瓦的藍色激光器,將光斑直徑降低到215微米,實現了純銅和1100鋁合金的熔化,并發現銅和鋁的熔化深度相似。然而,小光斑(215微米)極大的限制了激光熔覆的效率。
總之,短波長藍色激光器在加工銅和鋁等高反射率材料方面具有巨大優勢。然而,低功率和小光斑限制了其在激光熔覆領域的進一步應用。
1-3
中國在這方面的發展
紅-藍混合激光可以克服藍色激光器的低功率密度和大功率紅外激光的不穩定性性問題,有望實現高反射率材料的高效熔覆或SLM增材制造。實際上,德國激光器廠商Laserline的Simon等人,在紅-藍混合激光熔覆純銅方面做過一些研究,但缺乏相關的微觀結構和缺陷分析。
我國的上海交通大學在這個基礎之上,系統的研究了藍光、紅光和紅-藍混合激光在鋁基材上熔覆純銅時的熔池穩定性、熔池尺寸和熔覆層的微觀結構。討論了不同激光的成形機理。為紅-藍混合激光在高反射率材料(如銅、金、鋁等)的增材制造應用研究奠定了理論基礎。
1-4
本期實驗工作參與單位
中國上海交通大學金屬基復合材料國家重點實驗室
中國上海交通大學材料科學與工程學院
中國淮北上海交通大學(安徽)校友材料研究所
深圳市聯贏激光股份有限公司
1-5
本文亮點
(1)用同軸紅-藍混合激光器在AlSi7Mg合金基板上熔覆純銅,并比較三種光源(紅外、藍色及其混合源)的熔池穩定性、熔池尺寸和微觀結構。
(2)高反金屬對紅外激光的吸收率低,所以加工時需要較高的功率,但高功率的激光會導致熔池穩定性較差。藍光激光的波長較短,高反金屬對其的吸收率高,但藍色激光器的功率較低,導致零件的致密度較差。通過將高功率紅外激光和低功率藍色激光復合,可以有效解決以上兩個問題。
(3)混合激光熔覆過程中的熱積累更加明顯,冷卻速度較慢(1.36×10^4 K/s),導致微結構更粗大。因此,在鋁基材上覆純銅時,混合激光形成的熔池更穩定、熔池尺寸更大,這與高反射率合金總激光吸收率的大幅提高和吸收率波動的降低密切相關。
02
材料和方法
(1)熔覆實驗是在深圳市聯贏激光股份有限公司的UW-B4310M高功率紅外-藍光混合激光器上進行的,它由一個連續的3000W(1064nm)紅外激光器、一個1000W(450nm)藍光激光器和一套控制軟件組成。
(2)紅外激光器發射高斯光束,光斑大小為2.4mm。藍色激光器發射平頂光束,光斑大小為1.75mm。
(3)平頂光束通過光束整形技術獲得。
(4)兩個激光束的軸線在空間上重疊。

(5)在實驗中,氣體霧化純銅粉的尺寸分布范圍為50至150μm,其平均尺寸為120.5μm。純銅粉的氧含量被控制在0.013wt%以下。
(6)使用的基材是AlSi7Mg合金,名義化學成分(wt.%)為6.85Si,0.02Fe,0.03Cu,0.28Mg,0.03Mn,0.01Zn,0.03Ti,Al(Balance)
(7)預設粉末層厚度1mm。
(8)在不同的激光源下,開展單道實驗。實驗參數見下表,其中所有樣品的掃描速度(v)為60毫米/秒。
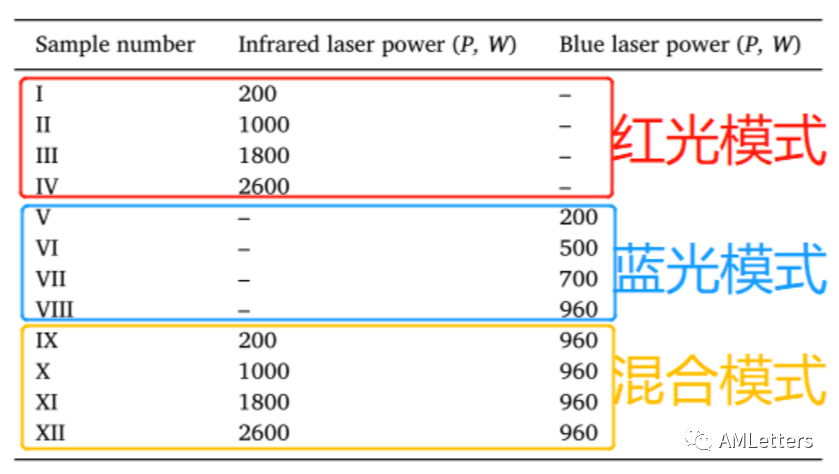
(9)所有的實驗都是在氬氣的保護下進行的。氬氣的流量為15升/分鐘。(10)在熔覆過程中,使用了一臺Revealer? X113 CMOS高速攝像機來觀察熔池,其采樣頻率為6800 fps(幀/秒)。
03
結果和討論
3-1
熔池的形態
(1)紅外激光功率為200瓦:由于純銅和AlSi7Mg合金的高導熱性和高激光反射率,使得能量吸收不足,熔覆道的熔深非常淺。在隨后的運輸過程中,熔覆甚至從基板上掉了下來。
(2)隨著紅外激光功率的增加,單道變得連續、均勻。在1000瓦的紅外激光功率下,獲得了良好的銅/鋁熔覆單道,沒有缺陷。
(3)當紅外激光功率進一步增加到1800瓦以上時,單道會出現直徑為200微米的明顯孔洞。
(4)小結論:紅外激光器的能量密度過高或過低不適合在AlSi7Mg襯底上覆純銅合金。雖然可以在1000瓦時獲得無缺陷熔覆單道,但低激光功率限制了沉積效率。
(1)由于銅和鋁對450nm激光的吸收率較高,所以藍色激光器將提高熔覆質量和效率,這是理論邏輯的推斷。然而,藍光激光功率較小(<1000 W)、光斑較大(1.75毫米),實際實驗中并沒有獲得期望的冶金結合。
(2)AlSi7Mg基板上純銅單道的球化現象很明顯,表明藍色激光器的能量輸入嚴重不足。

(1)為了補償大功率紅外激光器和低功率藍色激光器的形成不穩定性,使用同軸紅外-藍色混合光源將銅合金熔覆到鋁基板上。
(2)與紅外激光樣品相比,混合激光樣品的截面和縱截面的尺寸更大,樣品中的孔洞缺陷(20-50微米)明顯縮小。
3-2
微觀結構
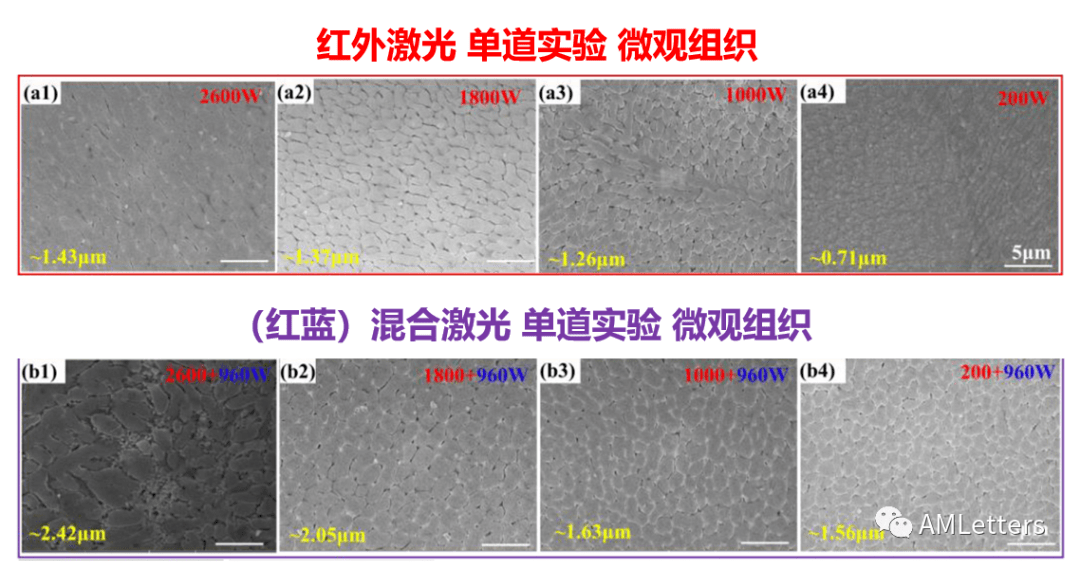
(1)隨著純紅外激光功率從200瓦增加到2600瓦,一次枝晶臂間距(PDAS)從0.71微米增加到1.43微米。
(2)在紅外-藍色混合激光源下,隨著紅外激光功率從200瓦增加到2600瓦,PDAS從1.56微米增加到2.42微米。
(3)混合光源下的樣品的微觀結構尺寸大于純紅外激光器下的樣品,這可能是由于凝固過程中冷卻率較低導致。
3-3
動態熔池
,時長
00:15
在紅外激光熔覆過程中,由于金屬蒸汽造成的劇烈后坐壓力,形成了明顯的飛濺、液滴和凹陷區。隨著激光向前移動,這些凹陷會閉合并演變成空腔,惡化樣品的力學性能。
,時長
00:17
在純藍色激光工藝下,激光器向前平穩移動,沒有任何粉末飛濺,這意味著藍色激光有助于增強熔池的穩定性。然而,藍色激光器的光斑直徑大、能量密度低,導致激光能量分散。因此,熔池的突出和凹陷區是顯而易見的(即,未實現深熔焊)。
,時長
00:22
當使用同軸紅外-藍色混合激光器時,熔池周圍的顆粒飛濺大大減少,熔池的球化現象消失。
04
三種激光源的形成機制

(1)當使用紅外激光器時,在高功率密度條件下會產生一個鑰匙孔。鑰匙孔的內壁通過多次反射和吸收顯著提高了激光的總吸收率。
(2)大功率密度激光誘導的等離子體和金屬蒸汽可能會吸收和散射入射激光,從而大幅降低激光的利用率。由于等離子體和蒸汽的多重反射過程非常不穩定,激光總吸收率可能會在>5%的范圍內大幅波動。如此大的吸收率波動和能量波動使熔池中的熔化和凝固過程極其不穩定,很容易形成氣孔缺陷。
(3)在金屬蒸汽的作用下,熔道邊緣的粉末顆粒逐漸聚集、熔化,形成飛濺。當靠近熔池時,這些顆粒被吸到熔池的頂部,與基體分離,形成液滴飛濺。這兩種飛濺再相互碰撞和熔合,形成大飛濺。
(4)總之,紅外激光器下高反射率材料之間的熔覆過程非常不穩定,很容易形成氣孔和飛濺。
(1)藍色激光的作用下沒有鑰匙孔,總吸收率仍為65%,吸收率沒有大的波動。

(2)與紅外激光器相比,藍色激光器下的等離子體溫度較低,電離度更低,這大大減少了入射激光器的吸收和散射。
(3)總之,提高激光吸收率和降低能程(減少散射)非常有利于提高高反射材料熔覆單道的穩定性,藍色激光熔覆過程的孔洞和飛濺更少。
(4)不幸的是,藍色激光器的功率密度不足以完全熔化粉末,導致嚴重的球狀現象。

(1)使用混合激光器時,銅對藍色激光的高吸收率導致合金迅速熔化并形成凹陷區,通過凹陷區域的反射明顯提高了紅外激光器的吸收率。高能密度紅外激光器的加入可以快速將凹陷區轉變為深熔焊區。在這個深層鑰匙孔中紅外激光器的多次反射增加了激光的總吸收率。因此,混合光源的總能量吸收率遠高于65%(藍光的理論吸收率)。
(2)與純紅外激光器相比,混合激光誘導的等離子體和金屬蒸汽更均勻,因為吸收率的變化較小。如此小的吸收率波動更有利于熔池的穩定性,減少熔覆過程中的孔洞和飛濺。
(3)此外,混合激光器總能量利用率的增加使熔覆過程中的熱積累更加明顯,凝固速度更慢,熔池尺寸更大。緩慢的冷卻速度也使熔池中的氣體溢出更容易,從而獲得無缺陷的樣品。
(4)總之,混合激光器在鋁基板上熔覆純銅時有高穩定性、缺陷更少和更大的熔池尺寸等優點。
5
AMLetters評論
(1)這項工作證實了紅外-藍色混合激光器在熔覆高反射率材料(如銅、金、鋁等)方面的潛力,混合激光器可以擴展到其他應用,如SLM。
(2)據說通快的碟片式綠光激光器價格不菲,深圳聯贏激光的混合激光器的價格未知,但確實讓AMLetters看到了SLM領域使用國產激光器突破高反材料成形難題的希望。
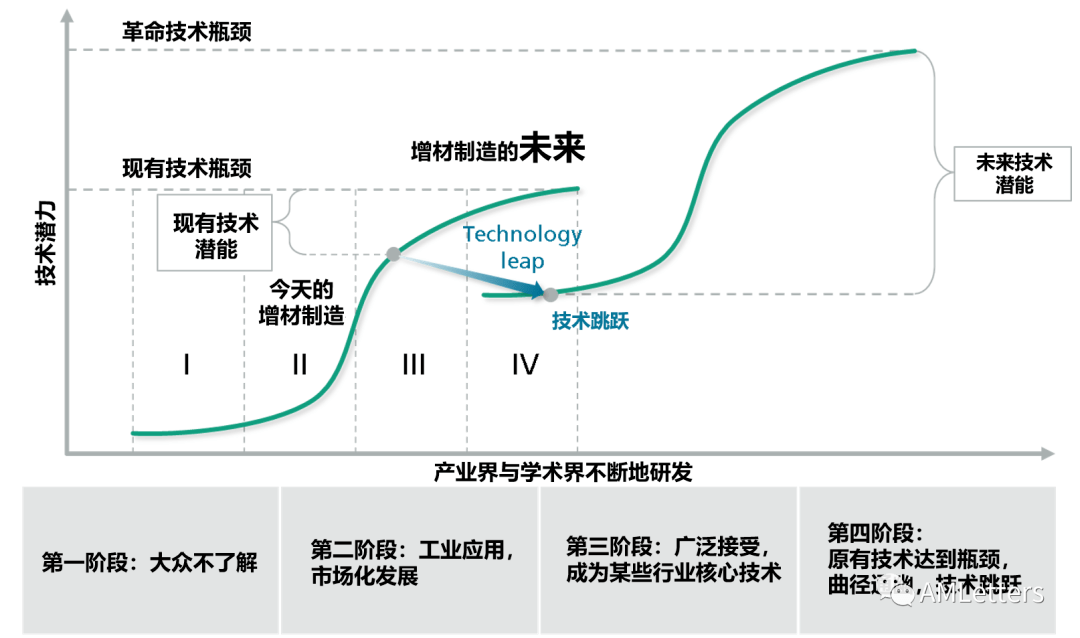
(3)引領全球增材制造技術的德國弗勞恩霍夫實驗室(Fraunhofer)的官網有這么一張圖,描述的是增材制造技術未來的發展脈絡及我們目前所處的階段。無疑,增材制造技術已經來到了簡單工業應用到廣泛接受和大規模工業應用的歷史交匯點,SLM等技術本身帶來的商業價值還會進一步爆發,但我們也要意識到,這些技術很快會達到瓶頸。光束整形(激光束整形:SLM的未來)、面曝光(區域打印 或將顛覆SLM)、綠光、藍光、混合光、飛行打印(飛行打印)等新型技術,都有可能是引發下一次技術跳躍的契機。這個行業和這個世界一樣,發展的太快了。不學習進步的企業和步伐慢的企業,終將被歷史洪流淘汰,成為一朵曾經澎湃的浪花。
06
作者信息
參考文獻:
Stable cladding of high reflectivity pure copper on the aluminum alloy substrate by an infrared-blue hybrid laser
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀





















 關注我們
關注我們

