HDI技術的變化
HDI板依賴于微孔實現高密度互聯與微細線路(線寬/間距小于60μm),盡管堆疊孔逐步替代交錯孔,進而搭配任意層互聯的全盲孔堆疊結構(Anylayer),新一代HDI板線路的最小線寬/間距要求低至40μm及以下,而微孔的激光加工工藝則一直延續著。
任意層互聯仍然是HDI板的最優設計方案,并且事實上多數先進HDI板都在使用。自2017年后,HDI板開始大量采用在IC載板產品上已經是普遍應用的線路電鍍工藝。這種工藝被稱為半加成法工藝(SAP),是利用線路電鍍技術,以滿足IC載板小于15 μm的線路結構需求,這種工藝在一般HDI板尚未采用,不過利用超薄銅皮做半加成技術(mSAP)的調整后,已經成為HDI制造的主流工藝。
市場趨勢及手持終端產品的設計驅動
PCB技術提升的驅動力通常來源于市場,而移動智能終端與高速5G通訊設備則是最大推手。為了應對先進的移動智能終端設計,并能讓出足夠的內部空間,則需要更薄、更小、更復雜的HDI板,且必須使用低介電常數、低介質損耗的材料。
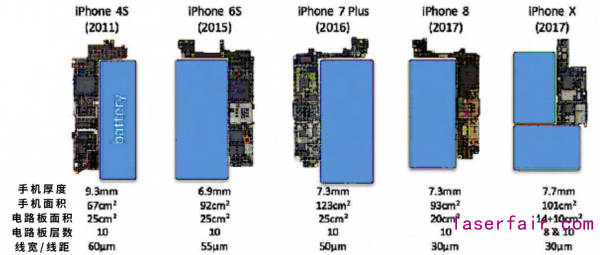
許多IC模組采用陣列布局,需要關注的是其引腳數量,同時包括焊盤尺寸及間距。更復雜的芯片無疑會較之前有更多的輸入輸出(I/O)引腳 。為推動芯片封裝尺寸的小型化,則需從減少焊盤尺寸和間距入手,與之對應的則是需要更多的繞線形成相互連接。最新的移動智能終端設計已經需要用到線寬/間距30 μm/30 μm的線路了,且有進一步減小的趨勢。對于線路尺寸減小的驅動力可以追溯到2016年,當時發布了采用臺積電先進的扇出型封裝(InFO)處理器芯片的iPhone-7系列手機。典型的手機結構設計演進過程如圖1所示。
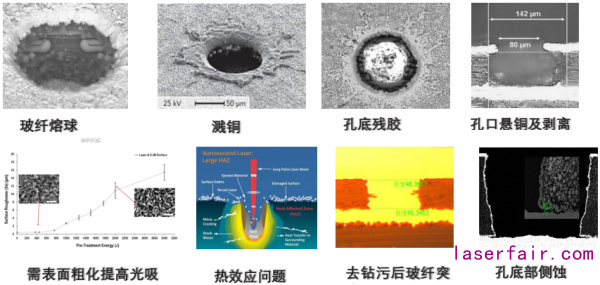
除了封裝技術,PCB生產技術也發生了較大的變化。目前微孔加工主要還是采用CO2激光,但其存在明顯的缺陷,就是在加工每一個孔的過程中產生明顯的熱影響區域,這種情況直接影響微孔的最小間距、孔徑/孔型能力及品質。典型CO2激光加工存在的挑戰如圖2所示。圖2 CO2激光加工缺陷不利于微小孔及未來材料加工需求為解決CO2激光的熱效應問題,激光器制造商著手研發新型超短脈沖激光,嘗試替代現有的納秒脈沖系統。理論上,典型的激光光學系統特性如圖3所示。圖3 高峰值功率、加工時間短、更好的材料兼容性等優點有利于微小尺寸及窄邊距孔的加工新型的激光不但有利于微孔加工,也將熱效應區域降低了很多,因此可以加工更小間距的孔,且在高頻材料加工時改善光的吸收率,最終可以獲得更好的微孔質量,降低表面爆漿、毛邊的問題;在面對微孔、薄銅結構加工時,微孔的懸銅、銅皮剝離、樹脂裂開、孔底側蝕的問題將不復存在。當新型激光正式進入商用階段,HDI板的微孔制作密度和能力將又一次突破。CO2激光加工小孔的一些問題細節,如圖4所示。除了微孔進一步減小面臨的激光加工問題以外,孔金屬化的除膠渣可能成為孔互聯可靠性的隱患。依據實際生產經驗,超短脈沖激光加工的殘膠非常低,且所需的除膠渣負荷也更低,因此更有利于填孔電鍍;另外低熱影響區的優點,對小孔間距能力的提升有非常大的改善作用。如圖5所示為高頻材料激光孔結果的對比。所有這些優點,不但可以以全堆疊孔形成任意層互聯而節約空間,也能夠改善散熱與電性的管理,這對于最終的組裝和產品性能一樣大有裨益。
從典型的BGA線路設計可以看到焊盤尺寸和線路的線寬/間距是相互影響的,是由焊盤間所需要布局的線路數決定的。對于低引腳數的封裝,可能僅需要在焊盤間通過一條線,如果BGA焊盤節距為300 μm,搭配直徑150 μm尺寸的焊盤,則線寬/間距的需求為50/50 μm;而對于高引腳數的封裝,則焊盤間需要通過兩條線路,對應的線寬/間距要求則縮減至30/30 μm。如果繼續縮小BGA焊盤節距,對于線路寬度的限制會進一步提升。焊盤與線路外形的關系,如圖6所示。新型激光系統可加工更小的孔,則實現更小的孔壁間距,這樣一來可有效縮小BGA的焊盤尺寸,從而匹配高引腳數封裝芯片的需求,同時利于HDI板尺寸的縮減和繞線能力的改善。
高階HDI板的線路需求從40 μm推進到30 μm,且縮減的趨勢延續,必須切換到半加成法工藝才能實現。半加成法工藝在IC載板領域被普遍采用,而在HDI板上使用后,其對應的產品則為類載板(SLP)。IC載板運用的半加成法(SAP)與類載板的帶銅箔半加成法(mSAP)的差異在于加工的板材是否是預壓超薄銅箔。目前市場通常情況下,成熟的SAP工藝加工的都是ABF薄膜材料,采用全板沉銅工藝,這并不適合現存多數生產設備的設置;因此就催生了改良型方案,即帶超銅箔的半加成工藝技術。兩種工藝的具體比較如圖7所示。
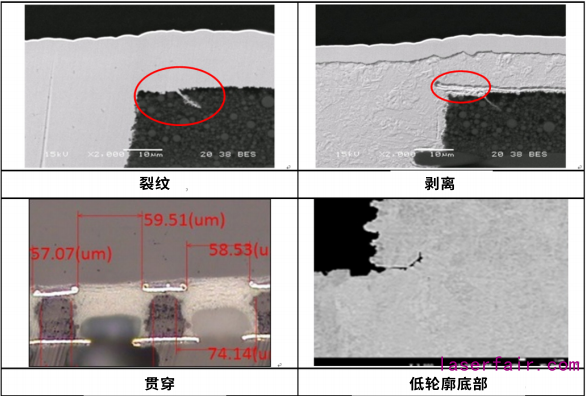
帶銅箔半加成法工藝的關鍵就是使用了載體銅,這有助于銅箔的抗剝離強度穩定且加強纖維的支撐;但會損失一部分更細線路加工的能力,同時也會造成激光直接加工的負面影響。典型的光亮薄銅面激光直接加工問題,可參考圖8所示。未來高頻板的銅結合面也將是低棱線狀態,屆時CO2激光加工吸收率偏低會導致殘足問題的產生。圖8 低棱線銅箔材料加工銅箔分離、孔角開裂、測蝕等問題盡管新型激光已經到來,但現有的CO2激光還會維持一段時間的主流地位。為了配合帶銅箔半加成法工藝,可通過銅面前處理來提升CO2激光的吸收率,并可改善孔型;但當載體銅厚度低于3 μm,如何進行氧化層清除,維持后續除膠、電鍍等處理的穩定性都將面臨挑戰。特殊情況下,生產企業根本沒有空間做氧化處理,而是挑戰在亮面銅上做微孔加工。
激光加工新的解決方案,其挑戰主要聚焦在五個方面:孔徑、孔形、損傷、殘膠和成本。有時候對于新舊方案成本的比較存在不公平和不合理因素,比如老技術有時根本沒有應對新需求的能力;但是從設備使用者的角度來看,新技術的引進都是基于比老技術要更好或者相當的評估策略。因此部分設備制造商發出不平之鳴,但無論怎樣都還是以遵從買方的原則來處理。高能量密度和短脈沖可降低熱影響區域,并具有更高的加工性能,但高能量密度可能會損傷激光光學組件,因此這對微孔加工第一階段的研究制造了一些限制,故先設定目標孔孔為30 μm-50 μm。研究團隊采用25 μm-30 μm厚度的介電材料進行試驗加工,所得結果如圖9所示。試驗中測試了CO2、UV、皮秒綠光、皮秒UV等多種可取得的激光,之后因為第一階段確認皮秒綠光可用沖孔模式作業而直接排除了皮秒UV作為研究對象,最后得到三組結果。接著調整了介電材料的厚度,再次進行試驗,結果顯示,孔的厚徑比對于皮秒加工的表現有明顯影響,特別是在孔徑為30 μm的微小孔,測試結果如圖10所示。對此分析原因是源自于小孔聚焦景深淺,造成介電層的厚度對極微小孔的影響變得明顯。圖10 厚度15-20μm介電材料不同激光加工對比研究團隊對皮秒激光的孔密度加工能力產生好奇,畢竟CO2激光由于其嚴重的熱效應,加工過程中很難做到維持孔壁損傷不嚴重;為此設計了數組圖形進行測試,發現皮秒激光加工熱效應影響較低,可以在超高孔密度下進行加工,且沒有任何材料損傷,這種特性可以延伸到提升散熱效能的應用。其結果如圖11所示。通過以上實驗結果可以證實,皮秒激光加工可以實現微小孔、零懸垂、高孔密度、無殘膠、無噴濺、亮面銅加工、無剝離、低粗糙度處理無側蝕等特性。不過天下沒有免費的午餐,如何提升效率、擴大微孔的可加工范圍仍是我們期待解決的方向。
為滿足類載板(SLP)線寬/間距小于30 μm/30 μm 線路加工的帶銅箔半加成法工藝(mSAP)的需求,專用加工設備和材料都需要重新調整。高速和高帶寬將是平行存在的兩個必要項,新型HDI板要求采用低介電常數、低介質損耗的材料、微小孔和極佳的質量(少量或者無殘膠)、更小的孔邊距等。帶銅箔半加成工藝(mSAP)將是針對含玻纖材料加工的長效解決方案,而高頻材料的低棱線銅箔與樹脂的結合力較弱,超短脈沖激光的低熱效應加工則是極佳的解決方案。如果超短脈沖激光加工能夠覆蓋鉆孔范圍到70 μm,將成為所有高階HDI產品加工的首選。
研究團隊將繼續努力開發更廣的超短脈沖激光技術的應用,特別是滿足較大孔徑的加工。我們看到了超短脈沖激光的潛力和發展曙光,有信心克服瓶頸,進入略大孔的加工范疇。看上去這有點違反HDI板的發展趨勢,但一旦成功,行業將出現更好微孔質量的加工設備,且免除相關企業兩端投資,以節約資本。
本文作者:
林定皓, 張喬政, 張謙為,臺灣桃園市新屋區中華路1245號景碩科技股份有限公司研發中心;
呂洪杰, 翟學濤, 楊朝輝廣東深圳市南山區深南大道9988號大族科技中心大廈20樓














 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀





















 關注我們
關注我們

