




引言
隨著半導體激光器的廣泛應用,在雷達。遙控遙測。航空航天等應用中對其叮靠性提出了越來越高的要求。而半導體激光器的芯片焊接工藝對其可靠性有著直接的影響,腔面爬銦和焊接空洞是In焊接封裝技術面臨的豐要問題。也是最大挑戰.ln焊接時將管芯焊在熱沉之上,而有源區距離熱沉只有幾微米,如果焊料太多,受熱時會發生緩慢的攀移,使半導體激光器腔而爬銦,導致激光器退化。如果焊料太少,就會出現焊接窄洞問題,將影響焊接的機械性能。導熱。導電性能,并且增大熱阻,衰減壽命,甚至失效,因此,選擇合適的焊料和焊接技術至關重要。本文針對周內廣泛應用的808 nm高功率半導體激光器在普通焊接過程中暴露出的無還原氣體保護。空洞率高。定位精度差等許多影響成品率的問題進行了改進,使用Centrotherm公司的VL020真空燒結設備深人研究了真空燒結時所需的焊接夾具和焊接工藝曲線,降低了焊接空洞率。提高了焊接的成品率。
1 影響焊接質量的因素
目前,大功率半導體激光器多采用P面燒結,以實現良好的散熱。因而激光器芯片P面金屬化質量直接影響燒結的質量,同時,熱沉和芯片的前期處理.In焊料厚度和芯片表面的壓力等參數也必須要充分重視,并采取相應措施,加以嚴格控制。
1.1 激光器芯片P面金屬化要求
激光器芯片P面襯底一般生長Ti-Pl-Au,當金層在基片上附著力低,合金不好時,則會發生起層現象,嚴重影響燒結的質量;當金層不夠致密且較薄時,在Au和In浸潤時,沒有足夠的Au與In結合反應,所以,激光器芯片P面金屬化質量直接影響燒結的質量。
1.2熱沉和芯片的前期處理
可焊性。附著力。表血粗糙度和鍍層均勻性等特性決定激光器芯片P面金屬化和熱沉的質量,如果這些特性不好,就會導致In焊料流淌不均勻。芯片的燒結面積不足進而產生李洞現象。因此,應選擇激光器P面金屬化良好的芯片。同時,激光器芯片在投入使用前必須進行嚴格處理,不潔凈的激光器芯片會造成枉燒結過程中產生Au/In合金浸潤不完全現象,從而影響燒結的效果。另外,熱沉和焊料長時間存放,其表面的氧化層會很厚,焊料熔化后留下的氧化膜會存燒結后形成空洞。因此本實驗使用德同PINK公司的V6一G等離子清洗機,將焊接表面的雜質用等離子轟山,同時為了熱沉。芯片和焊料的氧化程度可以降到最低,本文在燒結過程中向VL020真空焊接設備爐腔內充人少量氫氣以還原部分氧化物。
1.3 In厚度問題
激光器芯片粘貼J:藝過程中,焊料被擠m的餐和芯片卜所施加的力受焊料層厚度的影響.In焊接時,In焊料既不能太厚也不能太薄。如果太厚,In焊料受熱時則會發生緩慢的攀移,導致腔面爬In;如果太薄,就會出現焊接窄洞問題,將影響焊接后的導熱。導電性能,增大熱阻,衰減壽命,甚至失效。與此同時,半導體激光器芯片的溫度和焊料層熱應力也受到焊料層厚度的影響,In焊料太厚將會影響激光器芯片的散熱In焊料太薄,又會發生熱失配而引起芯片斷裂,閎此,為了提高器件封裝的可靠性,要在溫度。熱應力和整體封裝厚度之間進行權衡來選取適當的焊料層厚度。
1.4芯片表面的壓力設置
為了有效減小芯片和熱沉問的焊接空洞,需要在激光器芯片下施加一定的壓力。通過夾具控制壓力大小,同時多個芯片批量組裝的問題也得到解決。此外,在燒結過程中有氣流變化對夾具定位也防止了芯片移動。圖1為實驗采用的不銹鋼夾具,在燒結過程中該央具為激光器芯片提供定位和壓力,對芯片表面施加的壓力既不能太大也不能太小,太大會導致芯片斷裂,太小會導致焊接后的芯片不平或邊緣沒有焊料浸潤而產生守洞現象。

2 實驗及結果分析
針對P面金屬化良好的808 nm.半導體激光器芯片,加強熱沉表而的光潔度。平整度以及燒結前熱沉及芯片灰面的清潔處理二采用真空燒結工藝制作了四組樣品,進行實驗研究和分析。對熱沉樣品首先進行預處理,然后各取6只樣品分別經受1,2,3和4組試驗。,通過對實驗后樣品進行掃描電子顯微鏡微觀形貌觀察和對比分析,得到了壓力.In的厚度。工藝曲線與燒結質量的關系。
2.1 VL020真空焊接工藝
采用德同VL020剎真空焊接設備進行燒結工藝.VL020真窄燒結焊接設備是專門為在多種氣體環境進行燒結,通過抽真空最大限度地降低氧化物含量。減少奈洞等缺陷而設計的燒結系統,燒結原理和基本流程如下。
系統檢測(用于檢測系統足否準備就緒)一加熱平板檢測一抽真窄形成惰性氣體環境一允人氮氣(降低氧氣濃度)抽空并充入氫氣(作為還原氣,防止In焊料被氧化)一加熱至燒結溫度以下并保持(預加熱150℃有助于In焊料達到熱平衡)一迅速升溫加熱至熔點以上(210℃確保快速融化)一抽真空(抽去焊料中的氣泡,盡量減少空穴等缺陷以免降低燒結質量)一充入氫氣(確保焊料與熱沉的緊密接觸并防止焊料氧化)一系統冷卻一抽真宅(僅用于充人氫氣之后)一充人氮氣(置換氫氣,保持真空窒的清潔)一充人壓縮氣體吹水并開門一程序運行結束。
2.2夾具和壓力的影響
分析設計出新燒結夾具,在燒結的過程中對管芯施加適當的壓力,解決了燒結過程中的“縮銦”。焊料不均勻和管芯傾斜等問題,改善了管芯的散熱條件。圖2是采用加壓和未采用加壓燒結后管芯腔面的對比圖二可以看到,無加壓燒結后,由于縮銦造成在管心和熱沉之間的部分區域出現宅洞,大大影響了管芯散熱。而加壓燒結后的管芯和熱沉之問結合緊密,In焊料和熱沉之問的分界不明顯。
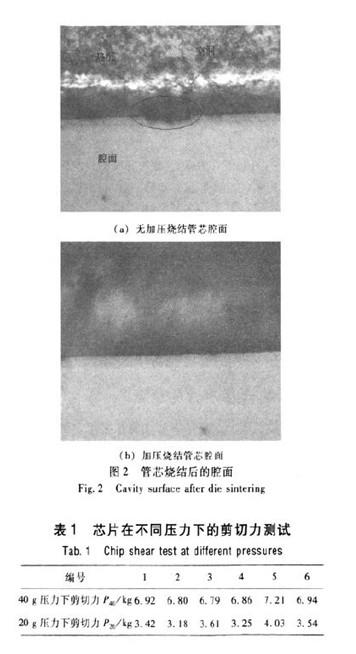
對第1組樣品進行多次實驗發現,壓力的增加有利于實現Au和In之間的緊密接觸,能使In焊料與Au能夠充分和快速潤濕,提高焊接的質量。但是壓力過大,芯片可能會斷裂。在2 mm x0.1 mm芯片的樣品卜,施加35 g的壓力后,如表1所示:
大部分樣品抗剪測試參數大于 2.0 kg,芯片有效焊接面積都在98%以上,此壓力完個能滿足芯片焊接的靠性要求。從X射線圖2中可看到,芯片焊接緊密,而且芯片斷裂現象也末出現。
2.3 In厚度的影響分析
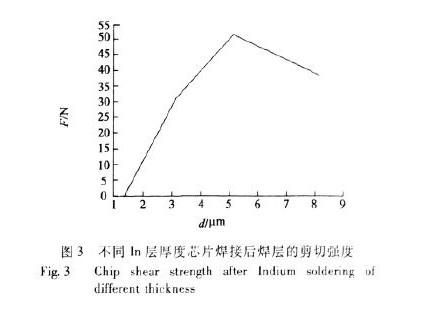
一般通過焊層的剪切強度,焊層微觀結構等性能來評價焊層質量。本文對第2組6個樣品分別用 l,3和 5 微米 In層的焊接情況進行了比較。實驗條件:焊接溫度都為210℃,焊接后保溫時問均為25 s,壓力為35 g,氣氛為氫氣保護,流量為1.5 L/min,實驗結果如圖3所示;實驗結果表明,采用5微米的鍍In樣品焊接最好,采用1微米的鍍In樣品焊接最差。對采用l微米層的鍍In樣晶焊接后施加很小推力,芯片就會脫落,剪切強度可近似為0,該結果說明如果In層太薄。則對In的氧化在焊接過程中起主導作用,從而無法實現焊接。圖3是不同In層厚度芯片焊接后焊層的剪切強度曲線。
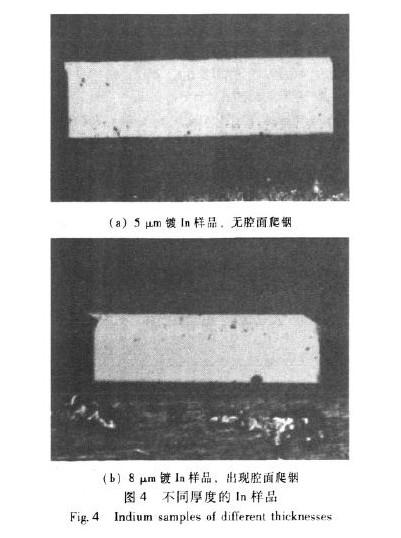
對第3組6個樣品分別用 5和8um In層的焊接情況進行了比較,結果如圖4所示。結果發現5um鍍In樣晶結果較好,8 um鍍In樣品發現腔而出現爬銦現象。
2.4燒結工藝曲線的影響分析
采用VL020真空燒結系統可以提高燒結工藝的一致性,還可以通過編程方式優化燒結程序。在燒結程序巾綜合考慮了梯度升溫。峰值溫度。抽真空和梯度降溫等工藝條件,不僅有效去除焊料中間的空間,而且使In焊料與管芯和cu熱沉結合更緊密。圖5是優化后的燒結曲線示意圖。圖中Q為氣體流量,T為溫度,t為時間。

在整體封裝過程中的技術難點和優化工藝:①大功率半導體激光器芯片的焊接過程中有一個相對快速的升。降溫過程,夾具上面的熱量分布直接受到焊接數量的影響,而In焊料對溫度和熔化時問都有嚴格的要求。時間過短,Au/In合金侵潤不完全;時間太長。In焊料將會造成腔面爬鋼現象,因此,焊接溫度曲線的優化設計足一重大技術難點②關于夾具設計制作,通過設計高精度芯片焊接定位夾具,使其具裝配焊接精度達到±0.025mm的技術要求。炙具設計克服了通常依賴進口價格昂貴的石墨夾具,自行設計的新型材料夾具保證裝配的高精度和快速熱量傳遞,但是加工精度也是一技術難點。③實驗中在2 mm x 0.1 mm芯片的樣品L.施加35 g的壓力焊接后,芯片有效焊接面積都在98%以上,此壓力完全能滿足芯片焊接的靠性要求,可以作為比較合適的工藝參數。④實驗中采用焊接溫度為210度焊接后保溫時間25s壓力35 g,氫氣作為保護氣,且流量為1.5 L/min時,最好采用5um層的鍍In樣品焊接。
3 結語
本文對半導體激光器芯片的焊接工藝進行了深入的研究,實驗解決了真空焊接沒備焊接中的夾具。設計制作技術難關。焊接溫度曲線優化的難點,實驗結果表明:采用VL020真空焊接設備對半導體激光器芯片進行焊接的過程中,通過選取合適的工裝夾具和工藝曲線來獲得較低的空洞率和較高的成品率是可行的,解決了傳統生產工藝中存在的窄洞較多和熱阻較大等質量隱患,提高產品的可靠性.
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀





















 關注我們
關注我們

