



/img/zhengzaibaoming.jpg)
1、引言
快速原型制造技術(shù)RP(rapid prototyping)是一種產(chǎn)生于上世紀(jì)八十年代末期的新型制造技術(shù),它匯集了計(jì)算機(jī)科學(xué)、CAD/CAM、數(shù)控技術(shù)、激光加工技術(shù)、新材料等諸多工程領(lǐng)域的先進(jìn)成果。RP技術(shù)從出現(xiàn)到現(xiàn)在經(jīng)過(guò)了近二十年的時(shí)間,在世界范圍內(nèi)得到了很快的發(fā)展并獲得了廣泛的應(yīng)用。目前,RP技術(shù)的快速原型制造工藝方法有十多種,其中比較成熟的主要有:立體印刷(SLA);分層實(shí)體制造(LOM);選擇性激光燒結(jié)(SLS);熔化沉積成形(FDM);三維打印(3D-P);固基光敏液相法(SGC)。各種 RP方法均有自身的特點(diǎn)和適用范圍。
選擇性激光燒結(jié)(Selective Laser Sintering,簡(jiǎn)稱SLS)作為快速原型制造技術(shù)RP的一個(gè)重要組成部分,其優(yōu)點(diǎn)是:以粉末為成型材料,用材種類(lèi)廣泛、工藝過(guò)程簡(jiǎn)單、成型效率高以及近乎百分之百的材料利用率、無(wú)需支撐、可制造任意復(fù)雜形狀的零件等。選擇性激光燒結(jié)成功解決了傳統(tǒng)加工方法中復(fù)雜零件的快速制造難題,能夠自動(dòng)、快速、準(zhǔn)確地將設(shè)計(jì)轉(zhuǎn)化為一定功能的產(chǎn)品原型或直接制造零件,對(duì)縮短產(chǎn)品開(kāi)發(fā)周期、節(jié)約開(kāi)發(fā)成本、提高企業(yè)競(jìng)爭(zhēng)力都有重大的意義"。主要介紹金屬粉末選擇性激光燒結(jié)技術(shù)的發(fā)展情況。
2、選擇性激光燒結(jié)(SLS)技術(shù)
2.1 SLS技術(shù)的基本原理
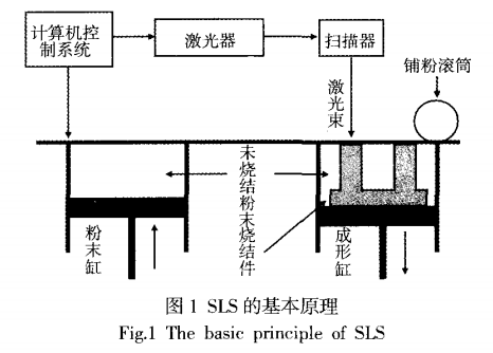
選擇性激光燒結(jié)(SLS)又可稱為選區(qū)激光燒結(jié),是利用激光有選擇地逐層燒結(jié)粉末,逐層的疊加從而預(yù)定形狀的三維實(shí)體零件的一種快速成形制造方法。SLS快速成形系統(tǒng)的工作原理,如圖1所示。
整個(gè)工藝裝置由粉末缸和成形缸組成,工作時(shí)粉末缸送粉活塞上升一個(gè)鋪粉厚度,由鋪粉滾筒在成形缸工作活塞上均勻鋪上一層粉末,由計(jì)算機(jī)根據(jù)切片模型控制激光束進(jìn)行二維軌跡掃描,有選擇地?zé)Y(jié)粉末材料從而形成零件的一個(gè)截面層。燒結(jié)完一層后工作活塞下降-個(gè)鋪粉厚度,鋪粉系統(tǒng)重新鋪上一層新的粉末,系統(tǒng)控制激光束再次掃描燒結(jié)新的一個(gè)截面層。如此循環(huán),層層疊加,直到整個(gè)三維零件燒結(jié)完成。最后取出燒結(jié)好的零件,將工作缸中未燒結(jié)的粉末回收到粉末缸中重復(fù)使用。
2.2 SLS技術(shù)的特點(diǎn)
SLS技術(shù)的特點(diǎn)歸納起來(lái)主要有以下幾點(diǎn):
(1)生產(chǎn)周期短,開(kāi)發(fā)成本相對(duì)較低。
(2)成形過(guò)程與零件的復(fù)雜程度無(wú)關(guān),可以成形幾乎任意幾何形狀的零件,是真正意義上的自由制造,對(duì)于具有復(fù)雜內(nèi)部結(jié)構(gòu)的零件,SIS具有傳統(tǒng)制造方法無(wú)法比擬的優(yōu)勢(shì)。
(3)材料范圍寬,從理論上說(shuō),任何加熱后能夠粘結(jié)的粉末材料都有被用作SLS原材料的可能性,這包括了塑料、陶瓷、金屬粉末及它們的復(fù)合粉末。
(4)成形件應(yīng)用面廣,由于成形材料的多樣化,使得SLS適合于多種應(yīng)用領(lǐng)域,如原型設(shè)計(jì)驗(yàn)證、模具母模、精鑄熔模、鑄造型殼和型芯等。
3、金屬粉末選擇性激光燒結(jié)(SLS)技術(shù)
SLS最初只能用于塑料粉末和蠟粉的成形,20世紀(jì)90年代初,德國(guó)EOS公司與芬蘭的Rapid Product Innovations合作,研制出可用于SIS成形的燒結(jié)不收縮銅粉和不銹鋼粉,從而將SIS技術(shù)的應(yīng)用領(lǐng)域拓展到了金屬材料成形領(lǐng)域。利用SLS工藝直接燒結(jié)金屬粉末成形三維零部件是SLS技術(shù)發(fā)展的目標(biāo)之一,也是快速成形制造的最終目標(biāo)之—。國(guó)內(nèi)外科研人員在這方面進(jìn)行了大量的研究工作,并初步取得了一些成果,在某些高科技領(lǐng)域得到了一定范圍的應(yīng)用。
目前,金屬粉末的SLS成形主要分為間接法和直接法兩種。
3.1間接法
SLS間接法金屬粉末與有機(jī)粘結(jié)劑按-一定配比所組成的混合物作為燒結(jié)用金屬粉末。燒結(jié)過(guò)程中,因?yàn)橛袡C(jī)材料的紅外光吸收率高、熔點(diǎn)低,因此覆膜或粘結(jié)劑熔化后將金屬粉末顆粒粘結(jié)起來(lái),形成金屬零件的坯體(綠件)。
3.1.1間接法使用的粉末材料
間接法成形中所使用的粉末材料為金屬粉末與有機(jī)材料粉末組成的混合物,其中有機(jī)粉末材料為粘結(jié)劑。金屬粉末與有機(jī)粘結(jié)劑的混合方法有兩種:
(1)利用有機(jī)材料包覆金屬材料制得的覆膜金屬粉末,這種粉末的制備工藝復(fù)雜,但燒結(jié)性能好,且所含有機(jī)材料比例較小,更有利于后處理;
(2)金屬與有機(jī)材料的混合粉末,制備較簡(jiǎn)單,但燒結(jié)性能較差。
3.1.2間接法研究現(xiàn)狀
美國(guó)Harrisl,Marcus等人對(duì)60Cu-40PMMA(有機(jī)玻璃)混合粉末進(jìn)行了燒結(jié),經(jīng)后處理工藝,相對(duì)密度在(84~96)%之間。南京航空航天大學(xué)在RAP-Ⅱ設(shè)備上對(duì)粉末材料:鐵粉(79%或鎢粉)+聚酯粘結(jié)劑(21%)進(jìn)行燒結(jié),經(jīng)滲銅處理得到EDM電極,并進(jìn)行EDM放電試驗(yàn),實(shí)驗(yàn)表明,當(dāng)采用的放電加工參數(shù)合理時(shí),電極的體積損耗可降到4%或更低,接近于純銅。吉林工業(yè)大學(xué)用有機(jī)樹(shù)脂包覆的鐵基合金98Fe2Ni進(jìn)行了燒結(jié)研究。華中科技大學(xué)對(duì)覆膜金屬粉末(尼龍12覆膜CuAI、碳鋼)進(jìn)行了燒結(jié)實(shí)驗(yàn)研究。
3.1.3間接法成形工藝
(1)燒結(jié)工藝
SIS成形件的質(zhì)量與成形參數(shù)有關(guān)。SLS的成形參數(shù)有激光功率、掃描速度、掃描間距、層厚、光斑大小等。較大的激光功率,較低的掃描速度和較小的光斑直徑,可獲得高的能量密度,可使粉末的燒結(jié)深度和寬度增加,但也會(huì)使成形件容易產(chǎn)生翹曲變形;反之,如果能量密度太低,則在金屬粉粒間形成的聯(lián)結(jié)強(qiáng)度太低,成形件不能保持形狀;掃描間距和層厚要兼顧成形效率和成形件的強(qiáng)度、精度,在滿足后者的前提下,使用較大的掃描間距和層厚有利于提高成形效率。
(2)后處理工藝
成形坯件(綠件)必須進(jìn)行后處理,才能成為致密的金屬功能件。后處理一般有三步:降解聚合物、二次燒結(jié)和滲金屬。
①降解聚合物:通過(guò)加熱、保溫來(lái)去除金屬粉粒間起聯(lián)結(jié)作用的聚合物。
②二次燒結(jié):經(jīng)過(guò)第一步后,金屬粉粒間的聚合物幾乎全部被去除,此時(shí)金屬粉粒間只靠殘余的一點(diǎn)聚合物和金屬粉末間的摩擦力來(lái)保持,這個(gè)力很小。要保持形狀,必須在金屬粉粒間建立新的聯(lián)結(jié),這就需要將坯件加熱到更高溫度,通過(guò)擴(kuò)散來(lái)建立新的聯(lián)結(jié)。
③滲金屬:二次燒結(jié)后的成形件是多孔體,強(qiáng)度也不高,提高強(qiáng)度的方法就是滲金屬。熔點(diǎn)較低的金屬熔化后,在毛細(xì)力或重力的作用下,通過(guò)成形件內(nèi)相互連通的孔隙,填滿成形件內(nèi)的所有孔隙,使之成為致密的金屬件。
間接法具有燒結(jié)速度快,對(duì)激光器功率要求不高、對(duì)環(huán)境要求較低等優(yōu)點(diǎn),可極大的降低生產(chǎn)成本和設(shè)備成本叫;間接法的主要缺點(diǎn)就是:
(1)間接法獲得的成形件孔隙率較大,強(qiáng)度也不是很高,必須要經(jīng)過(guò)后續(xù)處理才能用作金屬功能件。一般的后續(xù)處理工藝為脫脂→高溫焙燒→金屬熔浸。
(2)工藝周期長(zhǎng),后續(xù)處理中零件的尺寸和形狀精度會(huì)降低。
3.2直接法
SLS直接金屬粉末成形即直接金屬粉末激光燒結(jié)(Directmetal Laser Sintering, DMLS),與間接法不同, DMIS成形所使用的金屬粉末中不含任何有機(jī)粘結(jié)劑。DMIS成形過(guò)程中,利用高能量的激光直接燒結(jié)金屬粉末獲得金屬零部件。目前,由于材料和工藝因素的限制,DMLS成形所獲得的金屬零部件的機(jī)械強(qiáng)度和致密度差別較大。對(duì)于致密度較低的燒結(jié)件,一般需要通過(guò)后續(xù)處理來(lái)提高機(jī)械強(qiáng)度以滿足使用要求。
3.2.1直接法使用的粉末材料
(1)單組分金屬粉末
對(duì)單元系燒結(jié),特別是高熔點(diǎn)的金屬,在較短的時(shí)間內(nèi)達(dá)到熔融溫度,需要很大功率的激光器。燒結(jié)過(guò)程中,激光在任一金屬粉末顆粒上持續(xù)輻照的時(shí)間很短,很短,通常在(0.5~25)ms 之間,粉末顆粒的熔化和凝固是在瞬間完成的,在如此短暫的熱循環(huán)下,一般只能通過(guò)粉末顆粒的粘性流動(dòng)或熔化的方式來(lái)形成快速粘結(jié),因此很難獲得致密度較高的零部件。
(2)多組分金屬粉末混合體系
多組分金屬粉末混合體系成形機(jī)制一般沿用傳統(tǒng)的液相燒結(jié)機(jī)制,液相燒結(jié)可以顯著提高原子的擴(kuò)散速率,引起物質(zhì)的遷移,加速燒結(jié)過(guò)程的進(jìn)行,而且液相將填充燒結(jié)體內(nèi)固體顆粒間的孔隙,可以獲得致密性較高的燒結(jié)件。
(3)預(yù)合金粉末
①單組分預(yù)合金粉末
預(yù)合金粉末顆粒的粘結(jié)也是通過(guò)液相燒結(jié)來(lái)完成的,燒結(jié)溫度在其組分的液相線溫度和固相線溫度之間進(jìn)行選擇,稱之為超固相線液相燒結(jié)。預(yù)合金化粉末的燒結(jié)過(guò)程:液相生成、顆粒破碎、重新排列、晶粒再填充和滑動(dòng),粗化、溶解再沉淀消除孔隙。
②預(yù)合金粉末與單組分金屬粉末混合系
預(yù)合金粉末與單組分金屬粉末混合系的選擇性激光燒結(jié)具備了多組分純金屬粉末燒結(jié)和預(yù)合金粉末燒結(jié)的工藝優(yōu)勢(shì)。
3.2.2直接法研究現(xiàn)狀
G.Zong 等研究了帶氣體保護(hù)裝置的鐵粉直接燒結(jié)成型,成型后密度可達(dá)到48%,進(jìn)一步提高性能,需進(jìn)行致密化等其它處理。
Haase于 1989年對(duì)鐵粉進(jìn)行了研究,燒結(jié)的零件經(jīng)熱等靜壓處理后,相對(duì)密度達(dá)90%以上。Austin大學(xué)也對(duì)單一金屬粉末激光燒結(jié)成型進(jìn)行了研究,成功地制造了用于F1戰(zhàn)斗機(jī)和AIM-9導(dǎo)彈的INCONEL625超合金和Ti-6Al-4合金的金屬零件。美國(guó)航空材料公司已研究開(kāi)發(fā)成功先進(jìn)鈦合金構(gòu)件的激光快速成型。大連理工大學(xué)在進(jìn)行314奧氏體不銹鋼粉末直接燒結(jié)時(shí),采用大小2種球形顆粒按-定比例混合,在燒結(jié)過(guò)程中小顆粒能排列到大顆粒之間的間隙中,從而降低孔隙率,提高制件密度。南京航空航天大學(xué)開(kāi)展了316L不銹鋼粉末。Ni-Cu基合金粉末和Ni基合金粉末F105的燒結(jié)研究。還有北京有色金屬研究總院的張永忠、石力開(kāi)等人直接燒結(jié)高溫合金Rene-95,獲得具有良好外形和尺寸精度的成形零件。
316L不銹鋼粉末 圖源:天久金屬
3.2.3直接法成形工藝
(1)燒結(jié)工藝
由于直接法所用粉末材料中是用金屬粉末充當(dāng)粘接劑,根據(jù)液相燒結(jié)機(jī)制,熔化充當(dāng)粘接劑的金屬粉末所需的能量也相對(duì)較多。因此在直接金屬粉末燒結(jié)成形中所需的激光功率相對(duì)較高,掃描速度相對(duì)較低以提高能量密度來(lái)完成燒結(jié)。另外也可以通過(guò)粉床預(yù)熱的方法來(lái)實(shí)現(xiàn)低激光功率下燒結(jié)成形,預(yù)熱溫度需要根據(jù)不同的粉末組成來(lái)確定,而且粉床預(yù)熱還能降低燒結(jié)件的內(nèi)應(yīng)力,減少變形,提高制件的精度。
掃描方式對(duì)成形件的精度和強(qiáng)度有著很大的影響,且受很多因素的影響,其規(guī)律難以掌握。燒結(jié)金屬粉末般多用變向掃描方式。
(2)后處理工藝
燒結(jié)制件中存有大量的孔隙,其力學(xué)性能也較差。因此,需要后處理工序來(lái)提高密度,以提高強(qiáng)度。
①滲金屬:用熔點(diǎn)更低的金屬熔化后滲入燒結(jié)體內(nèi)的孔隙中,制成致密金屬件,使燒結(jié)制件的強(qiáng)度進(jìn)-步提高。
②熱等靜壓處理:對(duì)坯件進(jìn)行熱等靜壓處理,使密度提高,強(qiáng)度提高。
4、金屬粉末SLS存在的問(wèn)題
金屬粉末SLS技術(shù)是一個(gè)非常年輕的制造領(lǐng)域,在許多方面還不夠完善,如目前制造的三維零件普遍存在強(qiáng)度不高、精度較低及表面質(zhì)量較差等問(wèn)題。SLS工藝過(guò)程中涉及到很多參數(shù)(如材料的物理與化學(xué)性質(zhì)、激光參數(shù)和燒結(jié)工藝參數(shù)等),這些參數(shù)影響著燒結(jié)過(guò)程、成形精度和質(zhì)量。零件在成型過(guò)程中,由于各種材料因素、工藝因素等的影響,會(huì)使燒結(jié)件產(chǎn)生各種冶金缺陷(如裂紋、變形、氣孔、組織不均勻等)。引起這些問(wèn)題的主要因素有:
(1)粉末材料性質(zhì):粉末材料的物理特性,如粉末粒度、密度、熱膨脹系數(shù)及流動(dòng)性等對(duì)零件缺陷形成有重要的影響。粉末粒度和密度對(duì)成形件的精度和粗糙度也有顯著的影響。粉末的膨脹和凝固機(jī)制對(duì)燒結(jié)過(guò)程的影響可導(dǎo)致成形件孔隙增加和抗拉強(qiáng)度降低。
(2)工藝參數(shù):激光和燒結(jié)工藝參數(shù):如激光功率、光班直徑、掃描速度和方向及間距、掃描方式,燒結(jié)溫度、燒結(jié)時(shí)間以及層厚等對(duì)層與層之間的粘接燒結(jié)體的收縮變形、翹曲變形甚至開(kāi)裂都會(huì)產(chǎn)生影響。此外,預(yù)熱是金屬粉末SLS 中一個(gè)重要環(huán)節(jié),對(duì)金屬粉末材料進(jìn)行預(yù)熱可減小因燒結(jié)在工件內(nèi)部產(chǎn)生的熱應(yīng)力,防止產(chǎn)生翹曲和變形,提高成形精度。
(3)后處理影響:利用SLS雖可直接成形金屬零件,但成形件的力學(xué)性能和熱學(xué)性能還不能很好滿足直接使用的要求,經(jīng)后處理后可明顯得到改善,對(duì)尺寸精度有所影響。
5、結(jié)語(yǔ)
金屬粉末SLS技術(shù)是一種正在進(jìn)一步發(fā)展和完善的技術(shù)。商業(yè)化的SLS材料大多是聚合物或覆膜聚合物的金屬粉末,因而成形零件的力學(xué)性能較差,精度較低,一般只能作為樣件使用。雖然可以通過(guò)一些方法來(lái)提高成形零件的密度或以這個(gè)原型為母模去翻制出最終產(chǎn)品,但這并不是SIS技術(shù)快速成形的最終目標(biāo)。隨著人們對(duì)激光成形機(jī)理的掌握,各種材料最佳燒結(jié)參數(shù)的獲得,以及系列化、標(biāo)準(zhǔn)化的成形材料的出現(xiàn),金屬粉末SLS技術(shù)也將日趨完善,隨著新材料、新工藝的不斷開(kāi)發(fā)以及智能化相關(guān)技術(shù)的不斷應(yīng)用,SLS技術(shù)的研究和應(yīng)用必將進(jìn)入一個(gè)新的階段。(文章來(lái)源:天久金屬)
轉(zhuǎn)載請(qǐng)注明出處。


 相關(guān)文章
相關(guān)文章
 熱門(mén)資訊
熱門(mén)資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀




















 關(guān)注我們
關(guān)注我們

