




隨著我國機床制造業的提高,數控機床已投放到各在零配件加工和自動化生產線中。是未來各大智能工廠不可缺少的連接設備。由于數控機床的品種很多,有金削設備鈑金設備兩大類。同時根據其控制原理、功能和組成部分,從不同的角度進行了分類,下面我們從實際零件加工中的功能體現給予分類:
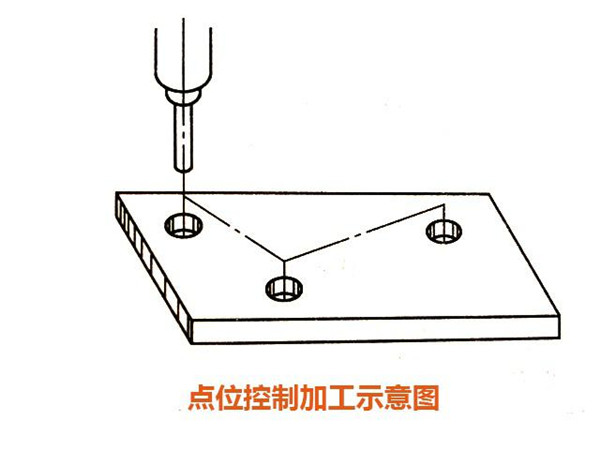
一、零件孔系加工中以點位控制的數控機床。點位控制數控機床主要有數控鉆床、數控鏜床、數控沖床及三坐標測量機等,印制電路板鉆孔機是最簡單的點位控制數控機床。點位控制的數控機床用于加工平面內的孔系,它控制加工平面內的兩具坐標軸(一個坐標軸就是一個方向的進給運動)帶動刀具與工件相對運動,從一個坐標公交車(一個坐標軸就是一個方向的進給運動)帶動刀具與工件相對運動,從一個坐標位置(坐標點)快速移動到下一個坐標位置,然后控制第三個坐標軸進行切削加工。該類機床要求坐位置有較高的定位精度,為了提高生產效率,機床采用設定的最高進給速度進行定位運動,在接近定位點前進分級或連續降速,以便低速趨近終點,從而減少運動部件的慣性過沖和由此引起的定位誤差。在定位移動過程中,數控機床不進行削加工,對運動軌跡沒有任何要求。
二、在切削加工中應于最多直線控制數控機床。直線控制數控機床可控制刀具或工作臺適當的進給速度,沿平行于坐標軸的方向進行直線移動和切削加工,進給速度根據切削條件可在一定范圍內調整。直線控制的簡易數控車床,只有兩個坐標軸,可用于加工臺階軸。直線控制的數控銑床有三個坐標軸,可用于平面的銑削加工。現代組合機床采用數控進給伺服系統,驅動動力頭帶著多個軸箱沿軸向進給,進行切削加工,它也可以算作一種直線控制的數控機床。
三、曲線和輪廓控制的復雜零件的數控機床。輪廓控制數控機床分為平面輪廓加工的數控機床和空間輪廓加工的數控機床。平面輪廓加工的數控機床有車削曲面零件的數控車床和銑削曲面輪廓的數控銑床,其加工零件的輪廓形狀。零件的輪廓可以由直線、圓弧或任意平面曲線(如拋物線、阿基米德螺旋線等)組成。不管零配件輪廓由何種線段組成,加工時通常用小段直線來逼近曲線輪廓。在數控銑床上用圓柱銑刀銑削輪廓面時,數控系統控制刀具中心相對工件在單位時間內,同時在兩個坐標軸方向上移動△xi、△y1i,刀具中對工件的合成位移△Li,則由輪廓曲線的等距線上的點I'移到點J',從而在工件上加工出一小段直線IJ,來逼近輪廓曲線上的IJ圓弧。連續控制兩個相對位移分量△xi、△yi,便可加工出多段小直線組成的折線來逼近曲線輪廓。進給分量△xi、△yi,由合成進給速度單位時間、輪廓曲線的數學公式y=f(x)、刀具半徑R及加工余量δ確定的刀具中心對零件輪廓的偏移量(D=R+6)等條件確定,并由數控系統實時計算獲得。這樣的運算稱為插補運算和刀具半徑補償運算。
用計算所得的兩個位移分量分別指令兩個坐標軸同時運動,這種控制方式稱為兩坐標聯動控制。用半徑為R的圓弧切削刃車刀車削曲面零件時,同樣也要進行插補運算與刀具半徑補償運算。用半徑R=0的切削刃車刀進行加工時,可根據工件的輪廓直接運算,不需考慮刀具中心偏移的問題,故無須進行刀具半徑補償的運算,只做插補運算。能夠進行兩坐標聯動控制的數控機床,一般也能夠進行點位和直線控制。
具形狀的不同有以下幾種加工方法
①在三坐標控制兩坐標聯動的機床上,用“行切法”進行加工。也有將這種方法稱為兩軸半控制的,即X、Y、Z三軸中任意兩軸做插補運動,第三軸做周期性進給運動,刀具采用球頭銑刀,如圖1.6所示。在Y向分為若干段,球頭銑刀沿ZX平面的曲線進行插補加工,當一段加工完后,進給△y,再加工另一相鄰曲線,如此依次用平面曲線來逼近整個中△y根據表面粗糙度的要求及刀頭的半徑選取,球頭銑刀的球半徑應盡可能選得大一些,以減小表面粗糙度Ra值,增加刀具剛度和散熱性能。但在加工凹面時,球頭半徑必須小于被加工曲面的最小曲率半徑,以免產生切削刃干涉。
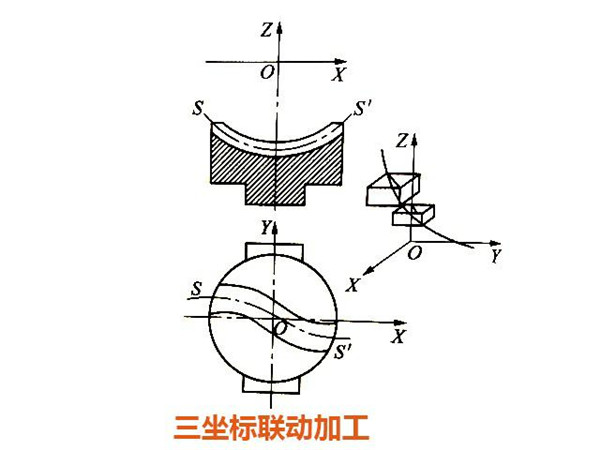
②三坐標聯動加工。內循環滾珠螺母的回珠器其滾道母線SS'為一條空間曲線,它可用空間直線去逼近,可在有空間直線插補功能的三坐標聯動床上加工。但是編程計算較復雜,其加工程序可采用自動編程系統來編制。
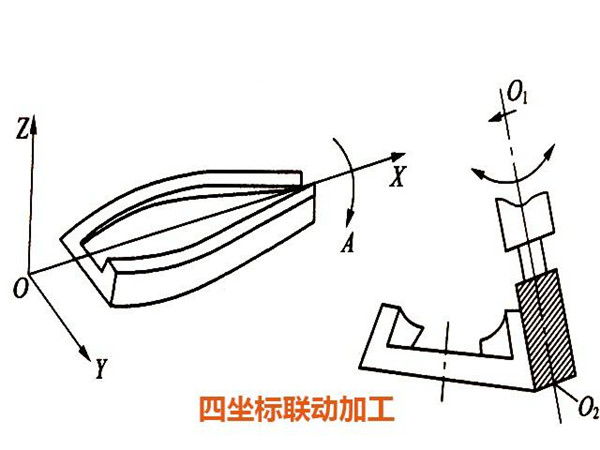
③四坐標聯動加工。所示的飛機大梁其加工表面是直紋扭曲面若用三坐標聯動機床和球頭銑刀加工,不但生產率低,而且零件表面的表面粗糙度也很差。以采用圓柱銑刀周邊切削方式,在四坐標機床上加工,除三個移動坐標的聯動外,為保刀具與工件型面在全長上始終貼合,刀具還應繞O1(或O2)做擺動聯動。此擺動聯動導致直線移動坐標要有附加的補償移動,其附加運動量與擺心的位置有關,也需在編程時進行計算。加工程序要決定四個坐標軸的位移指令,以控制四軸聯動加工,因此編程相當復雜的。
④五坐標聯動加工。所有的空間輪廓幾乎都可以用球頭銑刀按“行切法”進行加工。對于一些大型的曲面輪廓,零件尺寸和曲面的曲率半徑都比較大,改用面銑刀進行加工,可以提高生產率、減少加工的殘留量(減小表面粗糙度Ra值),如圖1.9所示。用面銑刀加工時,刀具的端面與工件輪廓在切削點處的切平面重合(加工凸面),或者與切平面成某一夾角(加工凹面),亦即刀具軸線與工件輪廓的法線平行或成某一夾角(該夾角可以避免產生切削刃干涉)。
加工時,切削點P(X,Y,Z)處的坐標與法線n的方向角θ是不斷變化的,故刀具刀位點O的坐標與刀具軸線的方向角也要做相應的變化。目前的數控機床在編制加工程序時都是根據零件曲面輪廓的數學模型,計算出每一個切削點對應的刀位點O的坐標與方向角(即刀位數據),通過程序輸入到數控系統,以控制刀具。刀位點的坐標位置以由三個直線進給坐標軸來實現,刀具軸線的方向角則可以由任意兩個繞坐標軸旋轉的轉角合成實現。因此,用面銑刀加工空間曲面輪廓時,需控制五個坐標軸(三個直線坐標軸和兩個圓周進給坐標軸)進行聯動。五軸聯動的數控機床是功能最全、控制最復雜的一種數控機床,五軸聯動加工的程序編制也是最復雜的,應使用自動編程系統來編制。

上述分類主要是基于數控機床的加工功能。如果從控制軸數和聯動軸數的角度來分類,數控機床可分為兩軸聯動數控機床、三軸控制兩軸聯動數控機床、三軸聯動數控床及五軸聯動數控機床等。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀





















 關注我們
關注我們

