




英國沃里克大學、印度理工學院一組研究團隊采用可調環模式光束對AA6005鋁合金遠程激光焊接中焊縫微觀結構進行調整,防止凝固開裂。相關研究成果以“Tailoring the weld microstructure to prevent solidification cracking in remote laser welding of AA6005 aluminium alloys using adjustable ring mode beam”為題發表在《Journal of Materials Research and Technology》上。
凝固裂紋是鋁合金焊接中普遍存在的缺陷,采用晶粒細化策略可以有效地減輕凝固裂紋。本文研究了利用可調環模式(ARM)激光束調整6xxx系列鋁合金焊縫區晶粒結構以降低中線開裂敏感性的可行性。采用一種由高速攝像機和自適應數字圖像相關組成的過程監控方法,對自約束試驗臺激光焊接過程中的應變發展進行了研究。結果表明,焊縫中心的橫向應變與核心/環功率比呈拋物線狀關系,在功率比為~ 1.5時,無論所使用的總功率如何,均可確定最小應變。顯微組織分析表明,增大核心/環功率比可使柱狀和等軸晶細化。此外,功率比的增大促進了二次等軸晶粒的形成,這與ARM激光器的特性有關。總體而言,在研究的材料和焊接配置中確定了1.5的微調功率比,受益于改善的微觀結構和降低的熱應變,以實現中心線無裂紋焊接。
關鍵字:凝固微觀結構;可調環模式(ARM)激光焊接;光束整形;晶粒細化;數字圖像相關技術(DIC)
本研究采用尺寸為100mm(長)× 50mm(寬)× 3mm(厚)的AA6005-T6板材。焊接前用丙酮清洗樣品,去除污垢和污漬。如圖1所示,利用自加載熱裂試驗裝置在重疊節點配置中研究開裂行為。采用10kW相干高光FL10000-ARM光纖激光器,波長1080nm,瑞利長度5.3mm。激光系統與Precitec YW52 (GmbH) WeldMaster Scan & Track焊接頭相結合,其準直長度為150mm,焦距為300mm。在聚焦平面上得到的核心束直徑為200μm,環束直徑為590μm。

圖1所示。(a)使用原位高速相機成像的自約束試驗臺設置示意圖;(b) DIC隨機散斑樣本,顯示相機視覺的詳細視場位置。

圖2所示。恒總功率為6000W時,不同功率比下可調環模式(ARM)激光器的穩態光束強度分布。
采用基于有限元的數字圖像相關(FE-DIC)技術對激光焊接過程中產生的熱應變進行了研究,方法是將焊接區附近的連續二維圖像進行相關,并計算沿X和Y方向的位移,如圖3所示。采用Photron FASTCAM NOVA S6高速相機以20000fps幀率和20μs曝光時間獲取圖像(圖1)。在焊接前,使用Kontakt石墨氣溶膠和Combat氮化硼氣溶膠在樣品表面產生隨機圖案,在圖案過程中用塑料膠帶覆蓋焊縫,來盡量減少噴霧的污染。此外,使用CAVILUX激光照明(808 nm波長)在焊縫上產生自然斑點。

圖3所示。FE-DIC應變場測量示意圖和P點位置,用于跟蹤熱應變的時間發展和識別中線裂縫的形成。(白色虛線表示t = 0時的初始條件,紅線表示t = 20 ms時的過程。此外,黃線表示在t = 20 ms時在P點觀察到的拉伸應變)
激光束輪廓對焊縫形貌的影響
圖4為不同功率比下焊縫的二維模擬能量沉積分布圖及相應的焊縫截面。能量沉積剖面在橫向方向上呈現出三個峰值(圖1 (b)中的Y軸)。在激光路徑拐點附近觀察到的兩個峰值是焊縫振蕩的結果,而焊縫中心線的峰值是由于斜坡序列中使用的功率增加而產生的。總的來說,由于峰值光束強度的增加,隨著功率比的增加,沉積的能量水平更高,如圖2所示。此外,如圖4所示,當功率比超過1.5時,初級峰值強度從較低功率比下的焊縫中心線過渡到拐點。這個功率比為1.5,結果是均勻的沉積剖面,總結了在所有三個峰附近更高強度的好處。當功率比接近2.5時,轉折點附近的能量沉積顯著增加,并增強了形成帶孔隙的深鎖孔的傾向。功率比大于1.5時,熔深增加,焊縫出現“W”形區,體現了能量沉積隨功率比增加的特征。此外,可以看出,在0.36 ~ 1.0的功率比范圍內,發生中線開裂。

圖4所示。(a)截面光學顯微圖,(b)模擬能量沉積剖面,(c)不同功率比下焊接速度V = 50 mm/s,擺動幅度= 2.0 mm,頻率= 100 Hz,總功率= 6000W的焊縫幾何形狀。
激光束輪廓對熱應變的影響
圖6所示。等高線圖顯示(a)峰值橫向峰值應變的演變(b)在不同功率比和總激光功率下,通過染料滲透試驗確定的中心線裂紋行為。注意,確定了三個處理窗口,包括中線無裂紋區、過渡區和中線裂紋區。(在過渡區,觀察到小而離散的中線裂縫)

圖5所示。(a) r = 0.36時P點應變隨時間變化的等高線圖;(b) P = 6000W時不同功率比下焊縫應變峰值位置的橫向應變場;(c) P點應變隨時間變化的等高線圖。

圖6 (a)繪制了從圖5 (c)的時間應變曲線中提取的功率比函數的峰值應變演變圖。通過對三次相同焊接試驗的結果進行平均計算,確定了每種焊接條件下的結果。
激光束輪廓對焊縫晶粒組織的影響
利用電子背散射衍射(EBSD)對不同功率比下的焊縫晶粒結構進行了表征,并繪制了整個焊縫區域橫向的逆極圖(IPF)圖,如圖7所示。在每個焊縫中,根據其晶粒形態劃分了三個區域。

圖7所示。EBSD IPF圖顯示了不同功率比和恒定總功率P = 6000W下焊縫的晶粒結構。請注意,在r=0.36和r=0.67時,由于非局部分布特征,C區沒有在圖中突出顯示。
圖8為A區晶粒尺寸和等軸晶粒面積分數隨功率比變化的變化規律。當功率比從0.36增加到1.5時,A區的平均晶粒尺寸從93.33μm增加到107.9μm,當功率比增加到2.5時,A區的平均晶粒尺寸減小到95.6μm。

圖8所示。當總功率為6000 W時,不同功率比下A區等軸晶的平均晶粒尺寸和面積分數分布。

圖9所示。(a)平均晶粒尺寸和面積分數分布,(b) LAGB和HAGB頻率分布,(c)總功率恒定為6000 W時,不同功率比下B區柱狀晶粒織構的(100) 逆極圖。
C區表現為在熔合區底部形成二次等軸晶粒,觀察到其取向是隨機的。圖10 (a)示出了在平均晶粒尺寸為30 μm到最大平均晶粒尺寸為50 μm的晶粒上用濾光片配制的結晶圖。另一方面,圖10 (b)總結了不同功率比下C區平均晶粒尺寸和二次等軸晶粒面積分數的發展情況。這表明功率比的增加導致晶粒尺寸的輕微增大,但值得注意的是,在C區觀察到的晶粒比在A區觀察到的晶粒更細。
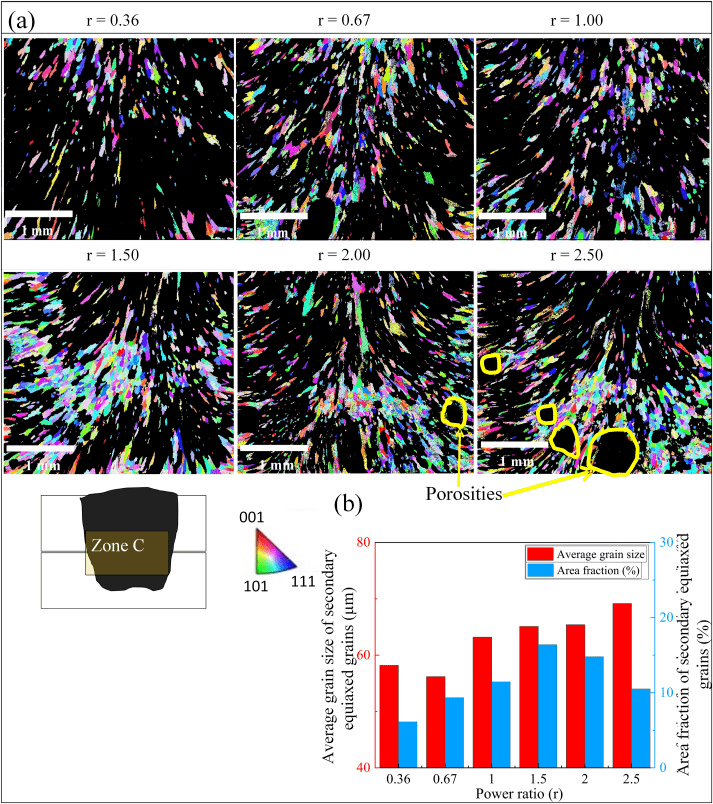
圖10所示。(a)在總功率為6000W時,不同功率比下C區二次等軸晶粒的平均晶粒尺寸和面積分數分布。
功率比對二次等軸晶形成的影響
圖11為功率比為0.36和1.5但總功率不同時焊縫縱向截面晶粒結構的相似對比,可保證焊縫熔深相似,熔深為4.8 mm。當功率比為0.36時,晶粒粗大,柱狀晶粒拉長,二次等軸晶粒的面積分數減少。此外,當功率比為0.36時,二次等軸晶粒(由箭頭表示)的遷移路徑更加垂直。這證實了在功率比為0.36時,分離顆粒的遷移得到了極大的促進,二次等軸顆粒的不同分布的來源與激光源的特性密切相關。由于激光與材料的相互作用面積較大,光束強度較低,環形光束在厚度方向上的能量分配效率較低,因此在功率比為0.36時,由于兩種情況的焊縫熔深幾乎相同,預計熔池上部區域的峰值溫度較高。這導致在垂直方向上的熱梯度升高,驅使更多的分離顆粒向熔池上部區域移動,這些顆粒隨后將被熔化。
圖11所示。(a)功率比為0.36、總功率為6500W和(b)功率比為1.5、總功率為6000W時焊縫的縱向截面EBSD IPF圖和晶粒尺寸沿厚度方向分布。
功率比對裂紋萌生部位的影響
裂紋沿著應力集中區(SCZ)附近的粗柱狀晶粒邊界擴展,如圖12 (a)所示。圖12 (b)- (d)顯示了在三種情況下(即中心線裂紋區、過渡范圍和中心線無裂紋區)產生的焊縫的SCZ中,采用線截法計算的局部晶粒結構和晶界數(NGB)。由于沿晶界分布的應變在很大程度上取決于晶界總數(NGB),因此討論了SCZ附近局部晶粒結構的演變以及由此導致的中線裂紋的發生與不同的功率比有關。
圖12所示。(a)不同功率比作用在焊縫上的應變示意圖及裂紋產生的應力集中區(SCZ);功率比分別為(b) r = 0.36, (c) r = 1.5, (d) r = 2.5。需要注意的是,NGB(晶界數)是使用線截法計算的,在應力集中區以45度角相交。
上述結果清楚地表明,ARM激光功率比的變化直接影響焊接過程中產生的晶粒結構和熱應變,從而導致不同程度的裂紋敏感性。圖13總結了與裂紋敏感性相關的三種機制。首先,對比圖13中P2、P3和P4處的功率比可以發現,峰值能量沉積的增加導致熔深的增加,同時由于凝固前沿熱梯度的減小,熔合區產生的熱應變減小。其次,SCZ (B區)柱狀晶粒的細化。隨著功率比的增加,柱狀晶粒的晶粒尺寸和織體水平減小,例如從P2 (r=0.36)到P3 (r=1.5),總功率降低,例如從P6 (6500 W)到P2 (6000 W),導致開裂的可能性有限。最后,由于晶粒脫離而形成的二次等軸晶增加了晶界的數量,釋放了累積的熱應力。從圖13可以看出,較高的功率比(P1、P3、P4和P5)導致二次等軸晶粒比例增大,這是由于離體晶粒向熔合區頂部遷移的程度降低。利用上述機制,ARM的復雜光束輪廓可以用來控制熱應變和定制凝固條件,特別是在SCZ附近。

圖13所示。在激光總功率與功率比等高線圖上用臨界應變映射晶狀體內的晶粒結構。
總結:
研究了可調環模(ARM)對6005鋁合金遠程激光焊接中焊縫晶粒組織裁剪和熱應變控制的影響,探討了光束整形對降低中心裂紋敏感性的作用。通過調整ARM激光器的核心/環功率比產生不同的光束輪廓,并結合自約束測試裝置,采用進程內數字圖像相關(DIC)技術評估其開裂敏感性。主要研究結果總結如下:
?ARM激光對熔合區的晶粒細化有明顯的影響,特別是在重疊焊縫的應力集中區,在那里通常會產生中線裂紋。較高的功率比(r≥1)會導致柱狀晶粒細化。它還促進了二次等軸晶的形成,導致SCZ的晶界變大,有利于減緩裂紋敏感性。然而,過大的功率比(r≥2)會增加裂紋的敏感性,由于能量沉積增加而導致孔隙的頻繁形成,從而導致鎖孔失穩。
?在低功率比(r≈0.36)條件下,二次等軸晶粒的受限形成與ARM激光器的特性有關。較大的激光-材料相互作用面積,從而降低了能量穿透厚度方向的能力,導致鎖眼底部附近的熱梯度較大,有利于分離晶粒向熔合區頂部遷移,隨后由于高溫而溶解。
?焊接中心的橫向應變與ARM激光的功率比呈拋物線狀關系,在功率比為~ 1.5時,無論使用的總功率如何,最小應變都是確定的。此外,總功率的增加導致峰值橫向應變的增長。熱應變的減小與熱梯度的減小有關,表現為柱狀晶粒的細化和織構的減小以及二次等軸晶粒的形成導致的應變松弛。
?建議采用優化的功率比為1.5來實現中線無裂紋焊接,從而充分利用所研究材料和焊接結構的精細組織和減輕熱應變。
這項研究為 ARM 光束焊接選擇性晶粒結構開辟了道路,從而強化了應力集中特征,降低了材料的裂紋敏感性。鑒于這些研究結果,未來的研究可側重于調查過程中動態光束整形對控制晶粒結構和裂紋敏感性的影響。
相關論文鏈接:
Tailoring the weld microstructure to prevent solidification cracking in remote laser welding of AA6005 aluminium alloys using adjustable ring mode beam
Venkat Vivek Pamarthi , Tianzhu Sun , Abhishek Das , Pasquale Franciosa
https://doi.org/10.1016/j.jmrt.2023.07.154
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀





















 關注我們
關注我們

