




1 序言
焊接是軌道交通裝備制造的關鍵工藝技術,焊接效率的高低、質量的好壞,直接關系到產品的生產效率和質量安全。目前,傳統的焊條電弧焊、氣體保護焊已無法滿足先進的設計及可靠性要求。攪拌摩擦焊、激光焊等工藝在生產線上大量的使用,圍繞轉向架焊接技術的模擬仿真、焊接自動化、焊接信息化及新工藝也得到應用開展,CMT(冷金屬過渡)專用薄板焊接技術也隨著輕量化車體的制造應運而生,這些都推進了軌道交通行業焊接技術的進步。
2 軌道交通制造焊接技術應用現狀
2.1 鋁合金車體雙軸肩攪拌摩擦焊技術
常規的攪拌摩擦焊(Friction Stir Welding, FSW)作為一種固相焊接方法,具有焊接接頭成形美觀、綜合力學性能良好、焊接變形小、綠色環保和無需焊材等優點,適用于鋁合金、鎂合金、鈦合金及銅合金等金屬材料的焊接,在造船、航空航天及軌道交通等領域獲得了廣泛的推廣和應用[1]。但常規攪拌摩擦焊焊接過程伴隨較大的頂鍛力,需要對工件背部進行剛性支撐,這一特點限制了攪拌摩擦焊工藝方法在一些復雜結構件上的應用[2]。
雙軸肩攪拌摩擦焊(Bobbin Tool Friction Stir Welding)是一種新型的攪拌摩擦焊焊接方法,在雙軸肩攪拌頭中,由一個共用的攪拌針連接上下兩個軸肩,并分別與試件的兩個表面接觸,下軸肩代替了背部的剛性支撐墊板[3]。這一改進大大降低了焊接過程中的頂鍛壓力,提高了攪拌摩擦焊的可操作性,同時節省了制造剛性裝置的成本。目前,雙軸肩攪拌摩擦焊技術還處于研究階段,M. Esmaily[4]通過對比試驗發現,雙軸肩攪拌摩擦焊相比于普通攪拌摩擦焊,其峰值溫度較高,但對工件焊接熱輸入較低且冷卻速率較快,因此可得到抗拉強度較高的焊接接頭;Wang等[5]人研究了雙軸肩攪拌頭旋轉速度對接頭性能的影響,當焊接速度為42mm/min、轉速為800r/min時,可獲得母材強度80%的AA2198鋁合金焊接接頭;Zhang等[6]人發現焊接速度對雙軸肩攪拌摩擦焊接頭的斷裂位置有較大影響,當焊接速度較低時,斷裂發生在焊核區,而當焊接速度較高時,斷裂發生在熱影響區;中航工業的董繼紅等[7]人還開發了一種浮動式雙軸肩攪拌摩擦焊設備,該設備降低了攪拌摩擦焊對工件平面度的要求,利用此設備,可獲得母材強度79%的6082-T6鋁合金焊接接頭。雙軸肩攪拌摩擦焊的工藝特點使其在鋁合金型材的焊接方面具有廣闊的應用前景,但目前此技術在該方面的研究還處于初級階段,所研究的雙軸肩攪拌摩擦焊焊接速度較低,還未達到工業化應用要求。
2.2 不銹鋼軌道交通車體激光焊接技術
隨著軌道交通車體輕量化、防腐等要求的不斷提高,不銹鋼車體已逐步得到推廣使用。不銹鋼車體多為無涂裝車體,外觀質量及商品化程度要求較高。目前,不銹鋼車體多采用以電阻點焊為主、脈沖MAG焊為輔的焊接工藝。由于電阻點焊壓痕降低了車體的外觀質量,同時電阻點焊車體結構密封性差,生產效率不高,成為不銹鋼車體側墻結構制造中存在的主要問題,為此,提出了采用激光疊焊取代電阻點焊的方法。
激光焊接是一種高能束焊接方法,焊接接頭質量穩定、焊接速度快、焊接變形小,提高了不銹鋼車體的密閉性和整體剛度;激光疊焊技術是通過控制激光束在熔入下板某一深度時停止發射激光,實現外觀美觀,滿足車體強度設計標準要求。采用激光焊技術進行車體結構焊接是不銹鋼軌道車輛制造技術的一次變革。對于部分熔透激光疊焊技術,經過幾年的系統研發,已經完成了焊接變形、接頭熔深、熔寬及抗拉強度的變化規律,激光疊焊結構特征與疲勞特征等關鍵問題,激光焊接過程質量檢測與控制,激光焊參數與壓緊力參數協調控制,以及激光焊車體結構優化設計等的研究。將軌道交通車體焊接中的大多數作業改為激光焊接,作業速度可提高20%~30%。通常,每輛軌道交通車體實施7000~8000處焊點,而經點焊的加工表面需要后續加工,耗費作業時間,激光焊改善了這方面的問題。
目前,日本、韓國已經開始采用激光焊技術進行軌道交通車輛的生產,德國、法國等歐洲的軌道交通車輛生產廠家也在推廣激光焊接技術,國內中車長春客車股份有限公司、中車青島四方機車車輛股份有限公司、中車株洲電力機車有限公司已經開展了激光焊接不銹鋼軌道車輛的研究。中車長春客車股份有限公司采用激光焊技術完成了北京地鐵6號線及美國波士頓地鐵項目生產,并將在美國洛杉磯地鐵項目中采用激光焊技術進行生產;中車青島四方機車車輛股份有限公司采用激光焊技術完成了北京地鐵14號線、青島地鐵等項目中車體產品的生產[8],如圖1所示。

圖1 不銹鋼車體激光焊制造
2.3 鋁合金車體激光-MIG復合焊接技術
高速動車組和大部分城軌車輛的車體均由鋁合金板材和型材組焊而成,鋁合金車體具有質量輕、密封性好、噪聲低等特點,在城軌、地鐵和高速列車上應用廣泛。在行駛過程中,車體長期承受著振動和沖擊載荷的作用,車體焊縫的質量和性能直接關乎車輛的安全性。目前,我國主要依靠的是MIG焊接技術,其焊接工藝及自動化水平已較為成熟,但MIG焊接鋁合金存在單道焊接熔深有限,焊接速度慢、焊接熱輸入大、焊縫熱影響區寬、接頭韌性低、熱影響區以及焊縫的強度大幅下降,焊接結構的變形大,以及需要焊后矯正等缺點,大大影響了鋁合金車體的生產效率和生產質量,難以滿足現代制造業的需求。
鋁合金的激光-MIG復合焊接工藝與傳統的MIG焊相比,焊縫成形良好,不僅焊接效率提高,接頭的強度也有很大提高,并且接頭的應力、變形也會減小,這對于保障鋁合金車體整體的尺寸精度和安全可靠性是非常有利的,也減輕了后續車體調修的難度,且相較于攪拌摩擦焊,適用的焊縫形式更全面。國外各大車輛制造商對激光-MIG復合焊工藝已有較為廣泛的應用,而國內對該工藝的應用仍處于初級階段,大部分主機廠正在對激光-MIG復合焊的工藝進行基礎研究和應用驗證,也有少數主機廠開始采用激光-MIG復合焊工藝進行鋁合金車體長直焊縫的焊接。
2.4 轉向架自動焊接工藝技術
(1)焊接數值模擬技術應用 隨著計算機技術的發展,借助先進的有限元數值模擬仿真技術,結合試驗研究與工程實踐,可實現對焊接變形和焊接應力的準確預測。一方面可降低試制成本,縮短試制周期;另一方面為焊接工藝設計提供理論支撐,并為控制焊接變形提供更多的量化數據。
針對軌道交通焊接轉向架的焊接模擬特點,基于商用焊接模擬仿真軟件SYSWELD進行二次開發,對轉向架典型接頭和焊接方法,將網格劃分、熱源校核形成定制模塊,開發參數化設置界面,簡化工程技術人員的操作。對焊接轉向架部件,制定快速焊接數值模擬流程,獲得快速仿真結果。
(2)自動化焊接技術的應用 為了提高焊接產品的穩定性、焊接效率,開發全自動焊接工藝,實現了側梁內筋、外體、橫梁及構架的自動焊接(見圖2),自動焊接量占轉向架總焊接量的70%以上。

a)側梁自動焊接

b)橫梁自動焊接
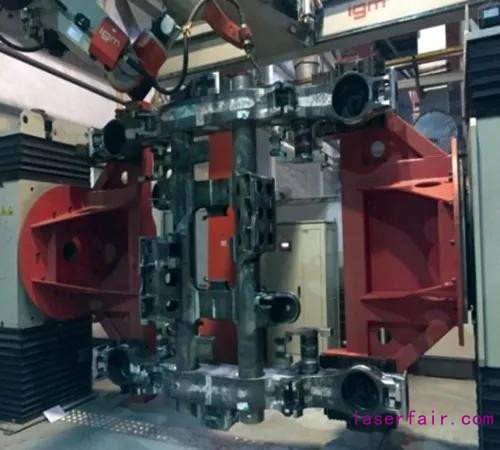
c)構架自動焊接
圖2 轉向架自動焊接
將自動焊接與生產線有機結合,針對產品開發自動化焊接生產線,生產線通過自動物流(AGV)小車,將自動組裝、自動焊接(包括雙機協同焊接技術)、自動打磨技術等自動作業臺位及人工臺位串聯起來,實現自動化、準時化、節拍化生產,如圖3所示。自動化焊接生產線使焊接效率提高25%,如焊接構架制造周期可縮短7天;制造質量穩定,焊縫成形美觀,焊接變形小;自動焊焊縫超聲波檢測一次合格率在98%以上,大大減少了焊縫的返修次數。

a)自動化生產線

b)自動物流

c)自動組裝

d)自動打磨
圖3 焊接自動化生產線
(3)焊接信息化技術應用 隨著“中國制造2025”的提出,數字化工廠、數據驅動型制造企業建設要求,對于焊接過程的數據實時掌握、存儲變得越來越重要,基于焊接數字化工廠搭建,按照系統策劃、分步推進的步驟,逐步開展焊接數字化工廠建設,第一階段實現焊接過程數據的采集、簡單的分析;第二階段實現工藝信息與生產要素信息的互聯互通;第三階段實現大數據的分析,通過數據驅動優化工藝、生產,如圖4所示。

圖4 焊接信息化平臺
2.5 軌道交通車輛CMT薄板焊接技術
隨著軌道交通裝備的發展,高速、輕量化已經成為行業中日益關注的焦點。焊接作為一種連接工藝方法,廣泛地應用于軌道交通車輛結構制造過程中。目前,傳統的手工焊已無法滿足先進的設計和可靠性要求,因此電阻焊、攪拌摩擦焊、激光焊等焊接工藝在生產線上大量應用,如圖5所示的CMT專用薄板焊技術也隨著輕量化軌道交通車輛的制造應運而生。
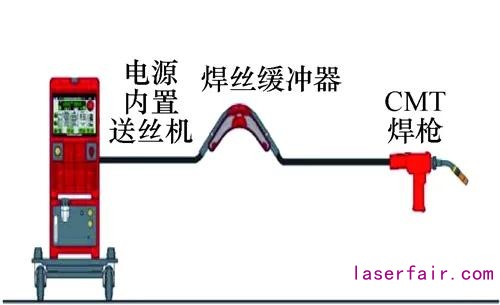
圖5 手工CMT薄板焊接系統
根據高速、輕量化的要求,軌道交通車輛外蒙皮,流線型司機室外蒙皮大都采用1~3mm薄板結構。外蒙皮的平面度及焊縫的美觀度對軌道交通車輛質量具有重要影響。傳統的弧焊在薄板焊接過程中極易產生較大的變形。CMT薄板焊接在輕量化軌道交通車輛的薄板焊接方向與傳統的MAG焊相比具有獨特優勢。
1)在薄板焊接時,CMT薄板焊接引弧可靠迅速,短時間內即可熔化母材。傳統的MAG焊在焊接過程中,焊絲干伸長改變時,焊接電流會增加或者減少。而CMT薄板焊接時,焊絲干伸長的變化僅會改變送絲速度,不會導致電流的變化,從而實現焊縫的熔深一致,同時弧長高度的穩定性好,使得焊縫外觀成形能夠達到均勻一致。
2)較快的焊接速度,提高勞動效率,適用于輕量化軌道交通車輛的大批量生產。CMT薄板焊接過渡是電弧不停地燃燒、熄滅,頻率高達每秒70多次,而電弧每重新引燃一次就能修正一次電弧,保證了電弧的穩定性。在干伸長或者焊接速度改變的情況下,電弧長度也能保持一致,在焊接速度加快的情況下,也不會出現斷弧情況。
3)低熱輸入,良好的搭橋能力,使得薄板裝配間隙要求降低,可適用于流線型司機室蒙皮的焊接。CMT薄板焊接的熔滴過渡,在電流幾乎為零的情況下,通過焊絲的回抽將熔滴送進熔池,熱輸入量迅速減少,對焊縫持續熱量輸出的時間非常短,從而給焊縫一個冷卻過程,降低了薄板焊接的變形量,同時使得焊縫具有形成良好的搭橋能力,降低了薄板工件的裝配間隙要求。而流線型司機室外蒙皮多為空間不規則結構,致使蒙皮之間的對接焊縫間隙不均勻。如圖6所示,采用CMT薄板焊接,能夠滿足這種焊縫的焊接,降低了蒙皮焊縫間隙的要求,同時也無需擔心焊縫的塌陷和燒穿,焊后蒙皮變形量較小,保證了焊后司機室整體的流線型結構。

圖6 司機室蒙皮對接焊縫
4)無飛濺起弧。CMT薄板焊接無飛濺起弧的特點減少了焊后清理工作量。在薄板的焊接過程中,由于傳統的MAG焊在焊接過程中會產生較多的焊接飛濺,焊后需要大量的打磨工作。采用CMT薄板焊進行薄板焊接,可以很好地解決焊接飛濺清理的難題。
5)焊接變形較小。輕量化軌道交通車輛2mm外蒙皮,分別進行CMT薄板焊接與MAG焊接的對接焊對比。一般薄板焊接后,會在焊縫長度方向產生收縮變形,寬度方向產生角變形,通過測量外蒙皮試板的收縮量和變形量,判斷CMT薄板焊接的優異性。在焊后通過對外蒙皮試件的收縮量和變形量進行測量,得知CMT焊接產生的變形量和收縮量均小于MAG焊接,見表1。
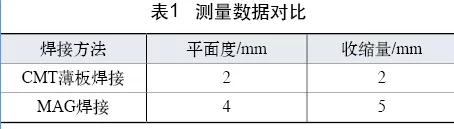
通過CMT薄板焊接與傳統MAG焊接對比,發現CMT薄板焊接具有巨大優勢,CMT薄板焊接第一次將焊絲的運動同熔滴過渡過程相結合,在焊接過程實現冷熱交替,能夠控制短路電流實現無飛濺過渡,焊接時具有低熱輸入量、焊后變形小、搭橋能力好、焊縫均勻一致、焊接速度快以及運行成本低等優點,CMT薄板焊接可適用于超薄板材的焊接,廣泛應用于焊接的各個領域。
3 軌道交通制造焊接技術發展趨勢
1)未來3?5年,雙軸肩攪拌摩擦焊因其優異的工藝特點,在鋁合金車體焊接的應用將會越來越廣。
2)采用激光焊技術進行不銹鋼車體的焊接,填補了國內軌道交通車輛制造技術空白,實現了軌道交通客車領域核心技術的突破,對于提升產品在國內外市場的競爭力具有重要意義,激光焊不銹鋼軌道交通車輛產品市場前景非常好。
3)隨著激光-MIG復合焊工藝裝備的不斷開發和生產線自動化、智能化程度的提高,激光-MIG復合焊工藝的應用將擴展到車體所有焊縫的焊接,應用將會越來越廣。
4)轉向架自動焊接工藝技術提高了軌道交通車輛焊接自動化程度,推進了軌道交通車輛焊接技術的進步,未來自動焊接量會不斷增加。
5)CMT薄板焊技術可適用于超薄板材的焊接,將廣泛應用于焊接的各個領域。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀





















 關注我們
關注我們

