




隨著稀有金屬鎳、鉬、釩等價格的上漲,奧氏體不銹鋼的應用和發展面臨成本問題,并且奧氏體不銹鋼的焊接接頭易出現晶間腐蝕、縫隙腐蝕和點蝕等問題,而影響其使用性能。鐵素體不銹鋼(Ferrite Stainless Steel,簡稱FSS)相對奧氏體不銹鋼來說,不含鎳成分,且具有優良的耐高溫氧化和氯化物腐蝕的性能,其低的成本,小的線膨脹系數小和優良的耐熱疲勞性能,使得鐵素體不銹鋼可在多種腐蝕介質環境下替代奧氏體不銹鋼使用。但由于鐵素體不銹鋼在焊接過程中不發生相變,晶粒在加熱后會發生顯著長大,因而采用傳統的焊接方法會導致其焊接接頭晶粒的嚴重粗化,從而引起接頭脆化、接頭裂紋等問題,嚴重影響其使用性能。因此,有必要尋找新的焊接方法解決上述問題,滿足其使用性能。
激光焊接作為高效、環保的焊接方式,近年來受到越來越多的重視。激光焊與傳統的MIG焊相比,具有高能量密度和小光斑尺寸的特點,因此在焊接過程中具有輸入的熱輸入小、焊接速度快、深寬比大和焊接變形小等優點,故其焊接熔化區體積小于MIG焊,熔池暴露于氧化環境里的表面積也因此而大大減小。另外,激光焊接速度比MIG焊快2-3倍,熔池暴露于氧化環境的時間也可以大大縮短,加之激光焊的熱影響區很小,使熱影響區受熱產生的危害程度可降至最低。
目前最常用的激光焊接方法為激光自熔焊接,焊接過程中并不填充焊絲,只通過對母材的加熱熔化從而凝固形成接頭。激光自熔焊焊接過程中會導致母材中一些合金成分的蒸發,從而導致接頭成形不良,甚至產生裂紋和氣孔等缺陷。另外,由于激光聚焦光斑很小,因而激光自熔焊對接頭裝配間隙和錯邊量要求非常高,通常小于 0.1mm。激光填絲焊接技術可以解決以上激光自熔焊接的局限性,它是通過填充焊絲或焊料的方式,控制焊縫合金成分和改善接頭顯微組織,最終提高其使用性能。
主要研究了2mm厚430鐵素體不銹鋼鋼帶激光填絲焊的焊縫成形、組織和性能,以及相對于激光焊對焊縫性能和裝配要求的改善程度,為激光填絲焊接應用于鐵素體不銹鋼鋼帶焊接提供理論支持。
1 試驗材料、方法及設備
1.1 試驗材料
試驗材料為2mm厚430鐵素體不銹鋼鋼帶,鋼帶成品尺寸為12000×140×2 mm。采用對接連接方式焊接,試驗前打磨試件邊緣,保證對接間隙均勻一致,并用丙酮清洗對接部位。填充焊絲為308LSi焊絲,直徑1.0 mm。母材和焊絲的化學成分如表1所示。

表1 430鐵素體不銹鋼的化學成分(wt.%)
1.2 試驗方法
為對比激光填絲焊與激光自熔焊的區別,首先在保證對接裝配間隙小于0.1 mm的情況下進行激光自熔焊試驗。鋼帶原始狀態為成卷保存,如圖1所示,焊前需要通過切割獲得所需鋼帶長度,然后將鋼帶兩端拼接到一起進行焊接形成焊縫。
由于激光自熔焊對焊接裝配要求很高,傳統的剪板機切割得到的鋼帶板材容易扭曲,拼接起來難以保證上、下表面獲得一致的拼縫間隙,為獲得高質量的工件拼縫,保證拼縫間隙和錯邊量均控制在0.1mm以內,焊前采用激光切割設備代替傳統的剪板機切割鋼帶,然后進行激光焊接。
分別在0.1mm和0.3mm對接間隙下進行激光填絲焊焊接試驗。試驗過程中,焊絲伸出長度約10-15mm。送絲落點位于激光光斑二分之一處,即一部分激光作用在母材上,一部分作用在焊絲上。激光離焦量f取+10mm,此時光斑直徑約1.1mm,略大于焊絲直徑。利用旁軸吹送氬氣進行焊縫表面保護,氣體流量為25L/min。采用前置送絲,送絲角度θ(焊絲與激光束的夾角)為45o。
送絲速度可以根據需填充的間隙和焊接速度來確定。為獲得均勻一致的焊縫成形,送絲速度可以根據焊絲填充量等于所填充間隙的體積來確定。即
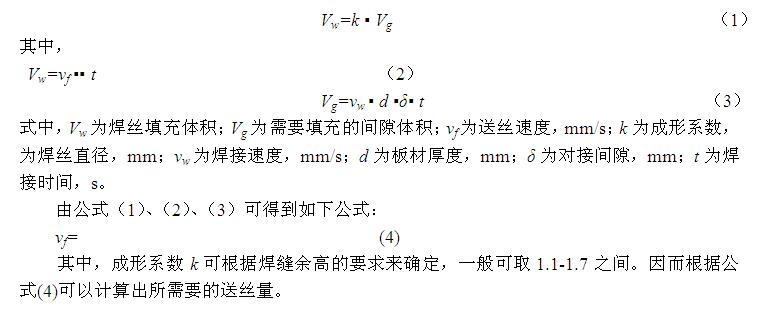
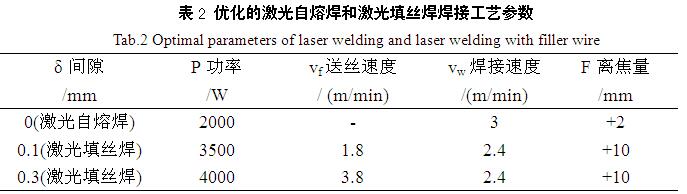
綜合考慮,優化的激光自熔焊和激光填絲焊焊接工藝參數見表2。
采用顯微鏡對焊接接頭不同區域進行微觀組織分析。顯微組織的侵蝕采用腐蝕液為:5g FeCl3、10ml HCl與20ml H2O混合溶液。實驗采取顯微維氏硬度測試,所用試驗條件為:加載力0.98N,加載時間10s,在試樣表面以下0.5mm處,從母材至焊縫中心每隔0.1mm取點,各取三個點進行顯微硬度測試,取其平均值,從而獲得焊接接頭各個位置的顯微硬度值。母材與焊接接頭的室溫拉伸試驗試樣形狀尺寸設計參考GB/T228.2002國家標準,焊縫位于試樣的中心,拉伸試驗在WDW-200E微機控制電子式萬能試驗機上進行,最大載荷2.5 t,加載速率2 mm/s。
1.3 試驗設備
1.3.1 激光器
試驗所用激光器為IPG公司生產的型號為YLS-10000的光纖激光器,如圖2(a)所示。其最大輸出功率為10.0 kW,輸出模式為TEM00,連續輸出,激光波長為1070 nm,采用芯徑為0.2 mm光纖進行傳輸。型號YW52的激光焊接頭為Precitec公司生產,如圖2(b)所示。準直鏡和聚集鏡的焦距分別為125 mm和300 mm,激光焦斑處光斑直徑約為0.48 mm。

1.3.2 夾具
由于鋼帶原始狀態呈卷制,在焊前拼縫時不如平直板容易控制裝配間隙和錯邊量,因而對焊接裝配夾具要求非常高,如圖3所示為現場焊接所使用的切割和焊接夾具。

1.3.3 送絲機
送絲機為Fronius TPS4000數字化焊機,由主機和送絲頭組成,可以實現電流、電壓和送絲速度一體化調節。送絲機主機和送絲頭如圖4所示。送絲速度調節范圍為0.5-22 m/min。送絲頭是通過自制固定裝置固定在激光焊接頭上的。為便于調整送絲位置和送絲角度,送絲頭固定裝置的設計可以實現三維調整。

2 試驗結果及分析
2.1 焊縫宏觀形貌
圖5為采用傳統MIG焊得到的焊縫正面和背面熔寬均較大,熱影響區較大,這是由于傳統MIG焊焊速較慢,相對激光焊來說,熱輸入會更大,呈寬而淺的焊縫特征。從圖6和7中可以看到,采用激光焊得到的焊縫外觀均勻且一致,采用激光自熔焊得到的焊縫正面有輕微的凹陷,背面較為飽滿,而采用激光填絲焊得到的焊縫正面和背面均較為飽滿。


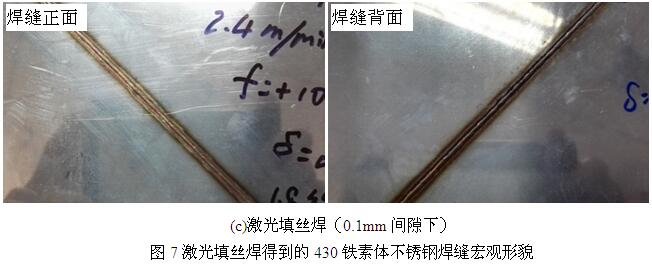
圖8為不同焊接方法得到的430鐵素體不銹鋼焊縫橫截面形貌。從圖中可看到,通過激光自熔焊和激光填絲焊均獲得了無裂紋和氣孔,界面結合優良的焊接接頭。激光自熔焊得到的焊縫正面存在最大約0.16mm的凹陷,而激光填絲焊得到的焊縫正面和背面相對更加飽滿。
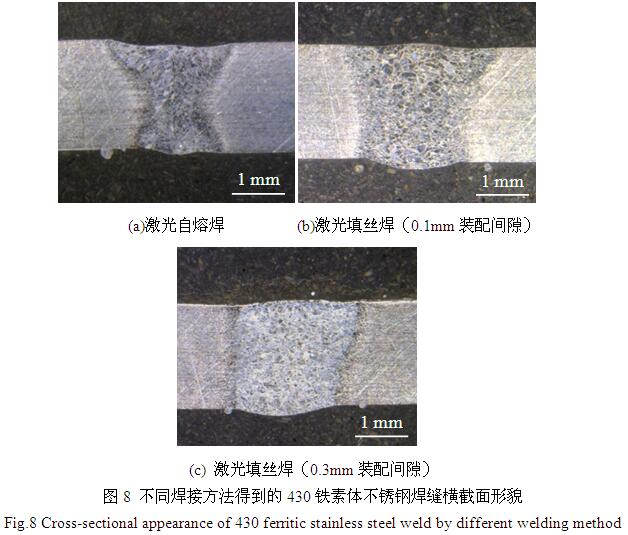


如表3所示,激光自熔焊和激光填絲焊得到的焊縫正/背面熔寬均大大小于圖5中在MIG焊下得到的焊縫正背面熔寬。由于激光焊接過程中輸入的熱輸入小且焊接速度快,因而其焊接熔化區體積遠小于MIG焊,熔池暴露于氧化環境里的表面積和時間也因此而大大減小,焊縫熱影響區也很小,熱影響區受熱產生的危害程度可降至最低。
2.2 接頭顯微組織
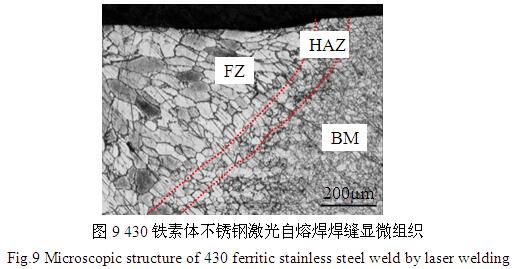
圖9為430鐵素體不銹鋼激光自熔焊焊縫顯微組織,從圖中可以看到熱影響區(HAZ)與熔合區(FZ)有明顯的分界線,熔合區晶粒較粗大,相對于母材(BM)晶粒有顯著地長大,由于激光焊接過程中,在單相鐵素體結晶后,冷卻過程中并不轉變為奧氏體,直接冷卻至室溫,從而導致晶粒粗大。熱影響區寬度較窄,晶粒略有長大。焊縫內部的晶粒形態主要為柱狀鐵素體晶粒,這是由于在冷卻過程中,靠近基體的焊縫部分冷卻速度很快,有著較大的溫度梯度,促進柱狀晶的形核與長大。
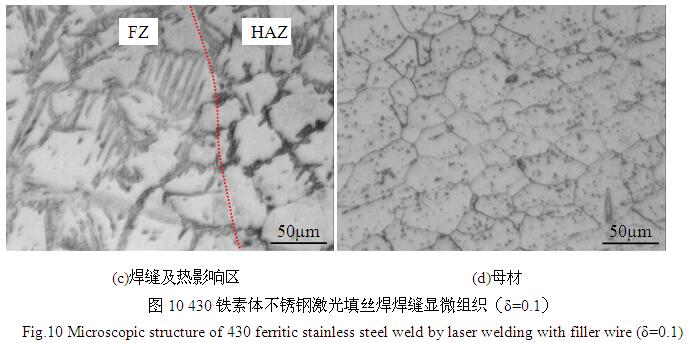
圖10為430鐵素體不銹鋼激光填絲焊焊縫顯微組織。從圖10(a)中同樣可以看到熔合區、熱影響區和母材之間存在明顯的分界線,熱影響區晶粒相對母材有略微長大。但熔合區晶粒相對于母材的長大程度遠小于激光自熔焊中熔合區相對母材晶粒的長大程度。如圖10(b)和(c)所示,在熔合區晶界處析出大量的片狀馬氏體,熱影響區晶界處也有少量馬氏體析出。

2.3 焊縫力學性能
圖11為進行拉伸試驗所得到的結果,從圖中可以看到,激光自熔焊和激光填絲焊焊縫斷裂位置均位于母材,說明焊縫抗拉強度優于母材,滿足焊接所需要達到的抗拉強度要求。雖然激光自熔焊焊縫區的晶粒明顯長大,但是其大小的分布很均勻,使得焊縫處的力學性能沒有受到多大的影響。
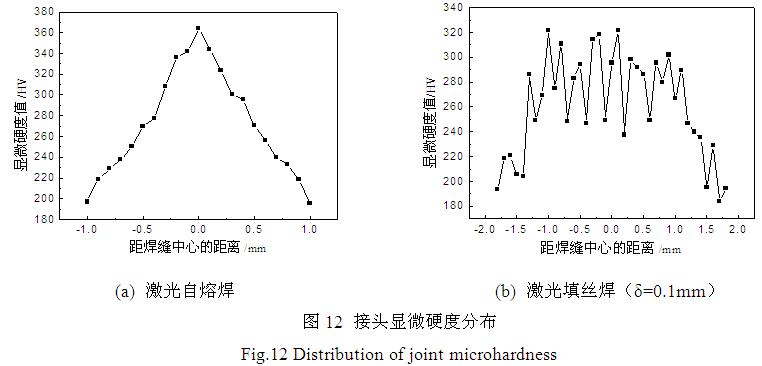
圖12(a)所示為激光自熔焊接頭水平位置的維氏硬度曲線,從母材、熱影響區至焊縫中心硬度顯著提高,母材硬度為180-200HV,焊縫中心硬度達到340-370HV,焊縫中心區域的硬度幾乎為母材硬度的兩倍。焊縫硬度分布曲線與激光焊接工藝以及加熱凝固過程中焊縫區凝固特點有關。激光焊接時熱輸入小,加熱與冷卻速度快,焊縫中心組織均勻,主要為近似等軸的胞狀晶組織,所以焊縫中心硬度較高。圖12(b)為激光填絲焊接頭水平位置的維氏硬度曲線,熔合區硬度值最高,達320HV左右,相對母材有顯著提升,且熔合區硬度值分布相對激光自熔焊更加均勻。接頭的顯微硬度分布與前文中接頭的拉伸斷裂位置是相吻合的。
3 結論
1、相對激光自熔焊,激光填絲焊焊接430鐵素體不銹鋼所得到的焊縫晶粒更細小,焊縫成型更均勻、飽滿且無凹陷、咬邊等缺陷,接頭抗拉強度優于母材,且熔合區硬度值分布更加均勻,最高可達320HV左右,相對母材硬度值有顯著提升。
2、430鐵素體不銹鋼激光填絲焊允許一定程度上的拼縫間隙,因而相對激光自熔焊,對焊接生產的裝配條件要求可明顯降低。另外,激光填絲焊可在焊接過程中通過填充焊絲或焊料的方式控制焊縫合金成分,有效改善焊縫微觀組織,提高焊縫力學性能。
3、激光焊接可替代傳統MIG焊,成功應用于430鐵素體不銹鋼鋼帶的焊接。
轉載請注明出處。


 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀





















 關注我們
關注我們

