




自1990 年問世以來,鋰電池因其能量密度高、電壓高、環(huán)保、壽命長以及可快速充電等優(yōu)點(diǎn),深受 3C 數(shù)碼、動力工具等行業(yè)的青睞,其對新能源汽車行業(yè)的貢獻(xiàn)尤為突出。作為提供新能源汽車動力來源的鋰電池產(chǎn)業(yè),市場潛力巨大,是國家戰(zhàn)略發(fā)展的重要一環(huán),預(yù)計(jì)未來 5-10 年,產(chǎn)業(yè)規(guī)模有望突破 1600 億元。

工藝難點(diǎn)

動力電池作為新能源汽車的核心部件,其品質(zhì)直接決定了整車性能。鋰電池制造設(shè)備一般為前端設(shè)備、中端設(shè)備、后端設(shè)備三種,其設(shè)備精度和自動化水平將會直接影響產(chǎn)品的生產(chǎn)效率和一致性。而激光加工技術(shù)作為一種替代傳統(tǒng)焊接技術(shù)已廣泛應(yīng)用于鋰電制造設(shè)備之中。
本文通過激光在動力電池行業(yè)中的應(yīng)用情況,闡述了激光焊接的工藝特點(diǎn),分析了鋁合金激光焊接難點(diǎn)以及焊接模式對焊接質(zhì)量的影響,列舉了方形動力電池及電池PACK 工藝特點(diǎn)及設(shè)備發(fā)展趨勢。
激光焊接工藝
從鋰電池電芯的制造到電池 PACK 成組,焊接都是一道很重要的制造工序,鋰電池的導(dǎo)電性、強(qiáng)度、氣密性、金屬疲勞和耐腐蝕性,是典型的電池焊接質(zhì)量評價標(biāo)準(zhǔn)。
焊接方法和焊接工藝的選用,將直接影響電池的成本、質(zhì)量、安全以及電池的一致性。在眾多焊接方式中,激光焊接以如下優(yōu)勢脫穎而出 :首先,激光焊接能量密度高、焊接變形小、熱影響區(qū)小,可以有效地提高制件精度,焊縫光滑無雜質(zhì)、均勻致密、無需附加的打磨工作;其次,激光焊接可精確控制,聚焦光點(diǎn)小,高精度定位,配合機(jī)械手臂易于實(shí)現(xiàn)自動化,提高焊接效率,減少工時,降低成本 ;另外,激光焊接薄板材或細(xì)徑線材時,不會像電弧焊接那樣容易受到回熔的困擾。
電池的結(jié)構(gòu)通常包含多種材料,如鋼、鋁、銅、鎳等,這些金屬可能被制成電極、導(dǎo)線,或是外殼 ;因此,無論是一種材料之間或是多種材料之間的焊接,均對焊接工藝提出了較高要求。激光焊接的工藝優(yōu)勢就在于可以焊接的材質(zhì)種類廣泛,能夠?qū)崿F(xiàn)不同材料之間的焊接。
工藝難點(diǎn)
動力電池電芯的制造由于遵循“輕便”原則,通常會采用較“輕”的鋁材質(zhì),而且還要做得更“薄”,一般殼、蓋、底的厚度基本都要求達(dá)到 1.0mm 以下,目前一些主流廠家的基本材料厚度均在 0.8mm 左右。據(jù)統(tǒng)計(jì),鋁合金材料的電池殼體占整個動力電池的 90% 以上。
鋁材焊接的難點(diǎn)在于鋁合金對激光束的高初始反射率及其本身的高導(dǎo)熱性,使得鋁合金在未熔化前對激光的吸收率低,由于鋁的電離能低,焊接過程中光致等離子體不易于擴(kuò)散,使得焊接穩(wěn)定性差。另外,焊接過程中合金元素的燒損,使鋁合金焊接接頭的力學(xué)性能下降。由于焊接過程中氣孔敏感性高 , 焊接時不可避免地會出現(xiàn)一些問題缺陷,其中最主要的是氣孔和熱裂紋。鋁合金的激光焊接過程中產(chǎn)生的氣孔主要有兩類 :氫氣孔和匙孔破滅產(chǎn)生的氣孔。由于激光焊接的冷卻速度太快,氫氣孔問題更加嚴(yán)重,并且在激光焊接中還多了一類由于小孔的塌陷而產(chǎn)生的孔洞。
熱裂紋問題。鋁合金屬于典型的共晶型合金,焊接時容易出現(xiàn)熱裂紋,包括焊縫結(jié)晶裂紋和 HAZ 液化裂紋,由于焊縫區(qū)成分偏析會發(fā)生共晶偏析而出現(xiàn)晶界熔化,在應(yīng)力作用下會在晶界處形成液化裂紋,降低焊接接頭的性能。
炸火(也稱飛濺)問題。引起炸火的因素很多,如材料的清潔度、材料本身的純度、材料自身的特性等,而起決定性作用的則是激光器的穩(wěn)定性。殼體表面凸起、氣孔、內(nèi)部氣泡,究其原因,主要是光纖芯徑過小或者激光能量設(shè)置過高所致。
針對以上出現(xiàn)的問題,尋找到合適的工藝參數(shù)才是解決問題的關(guān)鍵。
方形電池焊接
焊接模式分析
(1)脈沖模式焊接
脈沖激光器常用的脈沖波形有方波、尖峰波、雙峰波等幾種,由于鋁合金表面對光的反射率太高,焊接時應(yīng)選擇合適的焊接波形。當(dāng)高強(qiáng)度激光束入射到材料表面,金屬表面將會有 60%~98% 的激光能量因反射而損失掉,且反射率隨物件表面的溫度而變化。一般焊接鋁合金時最優(yōu)選擇尖形波和雙峰波,這兩種焊接波形后面緩降部分脈寬較長,能夠有效地減少氣孔和裂紋的產(chǎn)生。
由于鋁合金對激光的反射率較高,為了防止激光束垂直入射造成垂直反射而損害激光聚焦鏡,焊接過程中通常將焊接頭偏轉(zhuǎn)一定角度。焊點(diǎn)直徑和有效結(jié)合面的直徑,隨激光傾斜角的增大而增大,當(dāng)激光傾斜角度為 40°時,獲得最大的焊點(diǎn)及有效結(jié)合面。焊點(diǎn)熔深和有效熔深隨激光傾斜角減小,當(dāng)激光傾斜角度大于 60°時,其有效焊接熔深降為零。所以傾斜焊接頭到一定角度,可以適當(dāng)增加焊縫熔深和熔寬。另外在焊接時,以焊縫為界,需將激光焊斑偏蓋板 65%、殼體 35% 進(jìn)行焊接,這樣能有效減少因合蓋問題導(dǎo)致的炸火。
(2)連續(xù)模式焊接
連續(xù)激光器焊接由于其受熱過程不像脈沖驟冷驟熱,焊接時裂紋傾向不是很明顯,為了改善焊縫質(zhì)量,采用連續(xù)激光器焊接,焊縫表面平滑均勻,無飛濺,無缺陷,焊縫內(nèi)部未發(fā)現(xiàn)裂紋。在鋁合金焊接方面,連續(xù)激光器優(yōu)勢明顯 :與傳統(tǒng)焊接方式相比,生產(chǎn)效率高,且無需填絲 ;與脈沖激光焊相比,可以解決其在焊后產(chǎn)生的缺陷,如裂紋、氣孔、飛濺等,保證鋁合金在焊后有良好的機(jī)械性能;焊后不會凹陷,拋光打磨量減少,節(jié)約生產(chǎn)成本,但是因?yàn)檫B續(xù)激光器光斑較小,所以對工件的裝配精度要求較高。
在動力電池焊接過程中,焊接工藝技術(shù)人員會根據(jù)電池材料、形狀、厚度、拉力要求等選擇合適的激光器和焊接工藝參數(shù),包括焊接速度、波形、峰值、焊頭傾斜角度等來設(shè)置合理的焊接工藝參數(shù),以保證最終的焊接效果滿足動力電池廠家的要求。
方形電池焊接
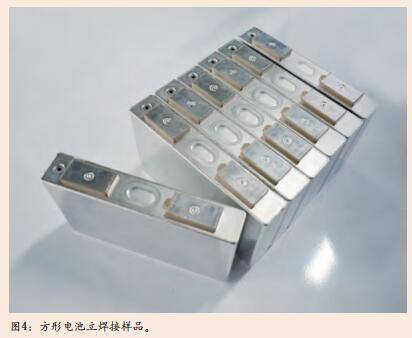
在方型電池的焊接工藝中,最重要的工序是殼蓋的封裝,方形電池外殼的封口辦法一般是在電池頂部有一個長方形蓋板,板上帶有正極輸入端,將蓋板塞入外殼與口平齊,然后用激光將蓋板與外殼之間的長方形縫隙以脈沖或者連續(xù)激光焊接的方式,焊好密封即可。
方形電池的焊接方式主要分為側(cè)焊和頂焊,其中側(cè)焊的主要好處是對電芯內(nèi)部的影響較小,飛濺物不會輕易進(jìn)入殼蓋內(nèi)側(cè)。由于焊接后可能會導(dǎo)致凸起,這對后續(xù)工藝的裝配會有些微影響,因此側(cè)焊工藝對激光器的穩(wěn)定性、材料的潔凈度等要求極高。而頂焊工藝由于焊接在一個面上,對焊接設(shè)備集成要求比較低。
目前,動力電池立焊接方式是業(yè)內(nèi)廣為青睞的焊接方式,立焊只需一個收口節(jié)點(diǎn),便可大大降低側(cè)焊接四個收口節(jié)點(diǎn)的側(cè)漏風(fēng)險,而且有利于量產(chǎn)。武漢逸飛激光設(shè)備有限公司的“高速電池殼體激光立焊接設(shè)備”,實(shí)現(xiàn)了99.5% 以上的焊接良品率和 12PPM 的生產(chǎn)效率。
(2)智能裝備發(fā)展趨勢

小結(jié)
電池PACK工藝
(1)電池 PACK
電池電芯通過加裝保護(hù)電路、外殼、輸出而形成的應(yīng)用電池組的生產(chǎn)過程稱為 PACK。電池 PACK 是實(shí)現(xiàn)電池在不同領(lǐng)域應(yīng)用的一道重要工序。隨著 PACK 工藝的不斷發(fā)展,連接方式也不斷改進(jìn),從最初的錫焊到到后來的電阻焊,發(fā)展至今,激光焊接因其焊接精度、可靠性及自動化程度高的優(yōu)勢,已成為目前 PACK 工藝最為廣泛的連接方式,而搭載著激光焊接工藝的智能自動化設(shè)備已成為方形、圓柱、軟包、18650 等不同類型電芯 PACK 成組的高端制造裝備。
(2)智能裝備發(fā)展趨勢
新能源汽車產(chǎn)業(yè)的發(fā)展,并未對其所使用的動力電池及電池模組的規(guī)格標(biāo)準(zhǔn)定型并標(biāo)準(zhǔn)化,出現(xiàn)了眾多規(guī)格體系不兼容的問題,當(dāng)前的工藝流程和人工操作制約了企業(yè)的生產(chǎn)節(jié)拍和效率,從而無法有效提升產(chǎn)品質(zhì)量和產(chǎn)能。所以,提升動力電池模組組裝的自動化水平非常必要。現(xiàn)今,實(shí)現(xiàn)“整線設(shè)備 + 機(jī)器人 + 軟件控制”的智能化解決方案,既要解決用戶重點(diǎn)關(guān)注的兼容性、整線節(jié)拍和效率問題,又要解決用戶電池 PACK 訂單批量小、規(guī)格多的問題。
管理軟件方面。整套 MES 系統(tǒng)直接將產(chǎn)線打造成準(zhǔn)無人化生產(chǎn)車間,人工只需要在線外進(jìn)行物料補(bǔ)充,既提高了安全性,又減少了人為介入。焊接工序環(huán)節(jié),只需要將激光焊接工藝數(shù)據(jù)集成在 MES 管理軟件系統(tǒng)中,以方便用戶直接調(diào)用、切換。從電芯到 PACK 成組,每一道工序的參數(shù)、數(shù)據(jù)及其他來料信息等,都可以通過 MES 系統(tǒng)快速查詢并及時分析處理,既要做到過程可控,又要有效保障生產(chǎn)效率,用戶還通過預(yù)留的工業(yè)通訊接口實(shí)現(xiàn)遠(yuǎn)程監(jiān)控管理,充分體現(xiàn)智能化自動化的制造特點(diǎn)。搭載激光解決方案的產(chǎn)品已向著高智能化、高自動化的趨勢方向發(fā)展。
小結(jié)
雖然我國激光焊接工藝日趨成熟,但是,高質(zhì)量的動力電池仍需生產(chǎn)廠家設(shè)計(jì)人員和激光焊接技術(shù)人員密切協(xié)作,從材質(zhì)、形狀、厚度、工藝、實(shí)時檢測等各方面優(yōu)化設(shè)計(jì),才能達(dá)到理想的焊接效果。武漢逸飛激光設(shè)備有限公司在動力電池焊接領(lǐng)域有十多年的經(jīng)驗(yàn),致力于打造高精度、高效率、高可靠性、無人化、可視化和信息化的電池電芯、模組及 PACK 智能自動化制造產(chǎn)線解決方案。
轉(zhuǎn)載請注明出處。


 相關(guān)文章
相關(guān)文章
 熱門資訊
熱門資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀





















 關(guān)注我們
關(guān)注我們

