




關(guān)鍵詞:材料;光纖激光;環(huán)形激光束;高分子材料;圓錐透鏡;搭接接頭
1引言
高分子材料是金屬和玻璃的良好替代品,在工業(yè)領(lǐng)域中應(yīng)用日趨廣泛。如汽車業(yè)、電子產(chǎn)品、包裝業(yè)及醫(yī)療器械等諸多產(chǎn)業(yè)中都離不開(kāi)各種工程高分子材料[1]。由于采用激光透射焊接技術(shù)對(duì)熱塑性高分子材料進(jìn)行焊接具有許多優(yōu)點(diǎn)[2-6],如表面成型質(zhì)量好,能形成精密、牢固和密封的焊縫,樹(shù)脂降解少,產(chǎn)生的碎屑少,不會(huì)產(chǎn)生污染等,近年來(lái),得到迅速發(fā)展和產(chǎn)業(yè)化。國(guó)外已經(jīng)開(kāi)始將塑料激光焊接應(yīng)用于汽車、電子和醫(yī)療等行業(yè),如日本豐田公司現(xiàn)已采用多關(guān)節(jié)機(jī)器人組合的光纖激光器進(jìn)行批量生產(chǎn)PA6高分子材料進(jìn)氣歧管,取代了以往的螺旋連接方式,減小了進(jìn)氣歧管的體積和重量,提高了其生產(chǎn)效率;奔馳公司將激光焊接應(yīng)用于制造汽車的電子開(kāi)門(mén)器,提高了外形和焊接接頭質(zhì)量及生產(chǎn)效率。
傳統(tǒng)焊接方法中,采用激光頭旋轉(zhuǎn)或工作臺(tái)旋轉(zhuǎn)的方式,對(duì)環(huán)形焊縫沿周線旋轉(zhuǎn)焊接。而關(guān)于環(huán)形焊縫的激光同步焊接方法,國(guó)內(nèi)外還沒(méi)有相關(guān)報(bào)導(dǎo)。總之,目前國(guó)內(nèi)外研究主要集中在焊接工藝參數(shù)對(duì)焊接質(zhì)量的影響,研究結(jié)果表明,激光的光強(qiáng)分布[7-10]、焊接速度[11-12]、透光焊接件的光學(xué)性能[13]及吸光劑[14]是影響結(jié)合質(zhì)量的主要因素。
本文利用光纖激光研究了環(huán)形激光束的形成原理,設(shè)計(jì)出能產(chǎn)生環(huán)形激光束的激光焊接頭,研究了不同激光功率和輻照時(shí)間對(duì)拉伸剪切強(qiáng)度的影響,確定了TPV-彈性體和PP-聚丙烯的最佳工藝參數(shù),實(shí)現(xiàn)了高分子材料環(huán)形焊接縫超高速同步焊接,提高了生產(chǎn)效率和焊接質(zhì)量。
2試驗(yàn)材料及方法
2.1試驗(yàn)材料及設(shè)備
內(nèi)部(黃色)高分子材料(TPV-彈性體)為透射激光高分子材料,其外緣厚度為2mm,內(nèi)緣厚度為3mm。外部(黑色)高分子材料(PP-聚丙烯)為吸收激光高分子材料,其外緣厚度為3mm及內(nèi)緣厚度為1mm。其搭接部分厚度為(2+1)mm。
環(huán)形激光束試驗(yàn)系統(tǒng)示意圖如圖1所示,該試驗(yàn)系統(tǒng)由光纖激光器(2.0kw)、環(huán)形激光焊接頭、水冷機(jī)、光束測(cè)量?jī)x及焊接工裝夾具等組成。工裝夾具部分由工作臺(tái)、熱塑性激光吸收材料、、熱塑性激光透射材料、高強(qiáng)螺栓和墊圈及激光透射壓板組成。用光束測(cè)量?jī)x測(cè)量了環(huán)形激光束的輪廓,并由JIS標(biāo)準(zhǔn)確定了激光束直徑,即光束強(qiáng)度為最大光束強(qiáng)度的1/e2時(shí)對(duì)應(yīng)的直徑被定義為光束直徑。


圖1 環(huán)形激光束試驗(yàn)系統(tǒng)示意圖Fig.1 Schematic of ring laser beam experimental equipment
2.2環(huán)形激光束形成原理
環(huán)形激光束的形成原理如圖2所示。該原理圖包括一枚準(zhǔn)直鏡,第一枚圓錐透鏡、第二枚圓錐透鏡,第一枚和第二枚圓錐透鏡的頂角均為110°,直徑均為50mm。各符號(hào)的含義:f為準(zhǔn)直鏡的焦距(分別為f=60mm和f=80mm)、NA為激光束的數(shù)值孔徑(0.11rad),D為通過(guò)準(zhǔn)直鏡激光束的直徑,2R為通過(guò)第二枚圓錐透鏡激光束的外徑,2r為通過(guò)第二枚圓錐透鏡激光束的內(nèi)徑,H1和H2為第一枚和第二枚圓錐透鏡的厚度(均為21mm),L12為第一枚圓錐透鏡和第二枚圓錐透鏡之間的距離,θ1為準(zhǔn)直后的激光束經(jīng)過(guò)第一枚圓錐透鏡的入射角,θ2為經(jīng)過(guò)第一枚圓錐透鏡后的折射角,光學(xué)鏡片折射率均為1.46,空氣的折射率為1.00.


圖2 環(huán)形激光束的形成原理Fig.2 Formative principle of ring laser beam
光纖輸出端發(fā)出的激光束照射到準(zhǔn)直鏡,激光束到準(zhǔn)直鏡的距離為準(zhǔn)直鏡的焦距,經(jīng)過(guò)準(zhǔn)直鏡后,激光束變?yōu)槠叫泄馐渲睆綖镈;由于第一枚圓錐透鏡和第二枚圓錐透鏡的頂角均為110°,所以穿過(guò)準(zhǔn)直透鏡后的平行光束照射到第一枚的圓錐透鏡上,然后折射到第二枚圓錐透鏡上,穿過(guò)第二枚圓錐透鏡后,將形成外徑為2R和內(nèi)徑為2r的環(huán)形激光束,環(huán)形激光束的光環(huán)寬度為R-r。由原理圖進(jìn)一步可知,隨著準(zhǔn)直鏡焦距的增加,激光束經(jīng)過(guò)準(zhǔn)直鏡入射到第一枚圓錐透鏡的直徑D增加,經(jīng)過(guò)兩枚頂角相對(duì)的圓錐透鏡折射后,導(dǎo)致環(huán)形激光束的內(nèi)徑減小,而外徑不變,從而使環(huán)形激光束的光環(huán)寬度增加;隨著第一枚圓錐透鏡和第二枚圓錐透鏡之間距離L12增加,環(huán)形激光束的外徑和內(nèi)徑同時(shí)增加,而環(huán)形激光束的光環(huán)寬度幾乎不變。另外,由原理圖可知,準(zhǔn)直鏡、第一枚圓錐透鏡及第二枚圓錐透鏡的同軸性,將直接影響到環(huán)形激光束強(qiáng)度分布的均勻性。
3試驗(yàn)結(jié)果與討論
3.1環(huán)形激光束的特性
當(dāng)準(zhǔn)直鏡的焦距f 及第一枚圓錐透鏡與第二枚圓錐透鏡之間的距離L12 變化時(shí),環(huán)形激光束的分析結(jié)果如表1、圖3及圖4所示。分析過(guò)程中,激光輸出功率(300 W)恒定不變。
光的折射定律如下式所示:
n1·sinα1 = n2·sin α2 ,(1)
式中α1 為光線的入射角,α2 為光線的折射角,n1為入射光線一側(cè)的折射率,n2折射光線一側(cè)的折射率。
結(jié)合圖2,由下面4個(gè)式子計(jì)算得出θ1、θ2及θ3。
n = = 1.46 , (2)
θ1 = - = 35° , (3)
θ2 = arcsin(sinθ1×n)= 56.869° , (4)
θ3 = = 34.06° (5)
然后,根據(jù)正弦定理計(jì)算得出不同f 及L12下的環(huán)形激光束尺寸。
由表1和圖3的實(shí)際測(cè)量值與理論計(jì)算值研究分析結(jié)果表明,隨著準(zhǔn)直鏡焦距的增加,激光束的外徑幾乎沒(méi)有變化,而內(nèi)徑減小,所以隨著準(zhǔn)直鏡焦距的增加激光束的光環(huán)寬度也增加。由試驗(yàn)結(jié)果可知,實(shí)際測(cè)量值與理論計(jì)算值基本吻合。
由表1 和圖4 的實(shí)際測(cè)量值與理論計(jì)算值研究分析結(jié)果表明,隨著間距L12的增加,環(huán)形激光束的內(nèi)徑和外徑同時(shí)增加,而環(huán)形激光束的光環(huán)寬度幾乎不變。由試驗(yàn)結(jié)果可知,實(shí)際測(cè)量值與理論計(jì)算值基本吻合。
表1 計(jì)算和測(cè)量所得激光束尺寸對(duì)比
Tab 1 Results of calculation and measurement for the ring laser beam profile


圖3 準(zhǔn)直鏡焦距對(duì)環(huán)形激光束的影響(L12=31 mm)。
(a) f=60 mm; (b) f=80 mm
Fig.3 Effect of focal length as a collimate on ring laser beam profiles(L12=31mm).(a)f=60mm; (b)f=80mm


圖4 L12對(duì)環(huán)形激光束的影響(f=60 mm)。
(a) L12=25 mm; (b) L12=31 mm
Fig.4 Effect of L12 on ring laser beam profiles (f=60 mm).
(a) L12=25 mm; (b) L12=31mm
3.2 環(huán)形激光束的強(qiáng)度分布
通過(guò)上述的分析可知,環(huán)形激光束的強(qiáng)度(能量密度)分布不均勻。造成這一現(xiàn)象的主要原因是由于準(zhǔn)直鏡、第一枚圓錐透鏡及第二枚圓錐透鏡的同軸性較差的緣故。通過(guò)上述三枚光學(xué)鏡片的同軸性調(diào)節(jié),可獲得能量密度分布均勻的環(huán)形激光束,其結(jié)果如圖5所示。


圖5 光學(xué)鏡片同軸性對(duì)環(huán)形激光束能量密度分布的影響(f=60 mm, L12=25 mm)Fig.5 Effect of optical lenses coaxality on the ring laser beam energy density distribution (f=60 mm, L12=25 mm)
3.3 高分子材料的超高速激光焊接
高分子材料的激光透射焊接原理,即在一定壓力條件下,使透射激光高分子材料和吸收激光高分子材料形成搭接接頭。激光束穿過(guò)透射激光高分子材料照射到吸收激光高分子材料被加熱而熔化,同時(shí)由于熱傳導(dǎo)使與之相接觸的透射激光熔化,并且隨著照射時(shí)間的增加,熔化區(qū)逐漸增大,當(dāng)達(dá)到所需的熔核尺寸時(shí),停止激光束的照射,在壓力的繼續(xù)維持下,在高分子材料的搭接接頭的結(jié)合面形成了永久性連接。由于焊縫在搭接接頭的結(jié)合面形成,所以高分子材料的激光焊接表面質(zhì)量非常好。
將TPV-彈性體和PP-聚丙烯按照如圖6所示的方式,形成搭接接頭。焊接壓力的施加是通過(guò)中間有圓孔(直徑為6 mm)的透明有機(jī)透玻璃板(70 mm×70 mm×4 mm)實(shí)現(xiàn)。圖6中兩條圓線圍成的區(qū)域?yàn)榇附訁^(qū)域。

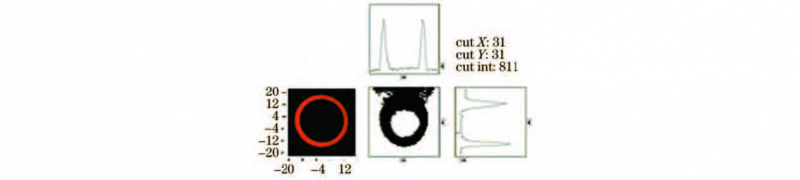
圖6 環(huán)形焊縫高分子材料搭接接頭的外觀形貌Fig.6 Appearance of polymer materials lap joints with a ring form
當(dāng)焊接壓力為100N、準(zhǔn)直鏡焦距為60mm、環(huán)形激光束的外徑為54mm、環(huán)形激光束的內(nèi)徑為47mm時(shí),激光輸出功率和照射時(shí)間對(duì)焊接質(zhì)量影響的橫斷面金相照片如圖7所示。由圖7可知,當(dāng)熱輸入量過(guò)低(激光輸出功率400W及激光照射時(shí)間0.4s)時(shí),由于熱輸入量不足,使得PP-聚丙烯沒(méi)有充分熔化,熱量不能充分傳遞給TPV-彈性體,兩種材料只是通過(guò)范德華分子間力結(jié)合在一起,所以環(huán)形焊縫高分子材料搭接接頭結(jié)合面積小并且結(jié)合不良,如圖7(a)所示;當(dāng)熱輸入量過(guò)高(激光輸出功率1200W 及激光照射時(shí)間0.4s)時(shí),在照片中可以看到黑色孔洞,這是由于熱輸入量過(guò)高,導(dǎo)致環(huán)形焊縫搭接接頭的高分子材料發(fā)生裂解,產(chǎn)生氣體造成的,如圖7(c)所示;當(dāng)熱輸入量適當(dāng)(激光輸出功率800W 及激光照射時(shí)間0.4s)時(shí),環(huán)形焊縫高分子材料搭接接頭結(jié)合良好,沒(méi)有焊接缺陷存在,如圖7(b)所示。

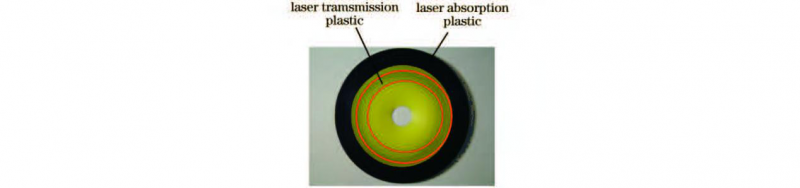
圖7 激光輸出功率和照射時(shí)間對(duì)焊接質(zhì)量影響。(a) 熱輸入量過(guò)低(400W, 0.4s); (b) 熱輸入量適當(dāng)(800W, 0.4s);(c) 熱輸入量過(guò)高(1200W, 0.4s)Fig.7 Effect of laser power and irradiation times on bonding property. (a) Low heat input (400 W, 0.4 s);(b) optimal heat input (800 W, 0.4 s); (c) high-heat input (1200 W, 0.4 s)
當(dāng)焊接壓力為100N;激光輸出功率為400~1400W,激光照射時(shí)間為0.08~0.6s;準(zhǔn)直鏡焦距為60mm、環(huán)形激光束的外徑為54mm、內(nèi)徑為47mm 時(shí),對(duì)TPV-彈性體和PP-聚丙烯進(jìn)行多組激光焊接試驗(yàn),并將不同焊接工藝下的試驗(yàn)樣件沿垂直于環(huán)形焊縫方向切割成10mm×30mm 小塊,進(jìn)行拉伸剪切試驗(yàn)。激光輸出功率和照射時(shí)間對(duì)環(huán)形焊縫高分子材料搭接接頭的拉伸剪切強(qiáng)度如圖8所示。由圖可知,當(dāng)激光輸出功率為800W,激光照射時(shí)間為0.6s時(shí),其拉伸剪切強(qiáng)度達(dá)到最大值(斷裂位置位于TPV-彈性體的母材上,2.4MPa);當(dāng)激光輸出功率為1000W,激光照射時(shí)間為0.08s時(shí),其拉伸剪切強(qiáng)度較小(1.0MPa),斷裂位置位于搭接接頭的結(jié)合面上。
在最大拉伸剪切強(qiáng)度時(shí)環(huán)形焊縫高分子材料搭接接頭的橫斷面如圖9 所示。由圖可知,兩種高分子材料很好地熔合在一起,熔合線處產(chǎn)生了高低不平的現(xiàn)象。這也是由于兩種高分子材料在適合溫度下被激勵(lì),在焊接壓力的作用下,導(dǎo)致兩種高分子材料分子發(fā)生相互擴(kuò)散,形成了化學(xué)鍵,緊密接合在一起。


圖8 激光輸出功率和照射時(shí)間對(duì)拉伸剪切強(qiáng)度的影響Fig.8 Effect of laser power and irradiation times on tensileshear strength

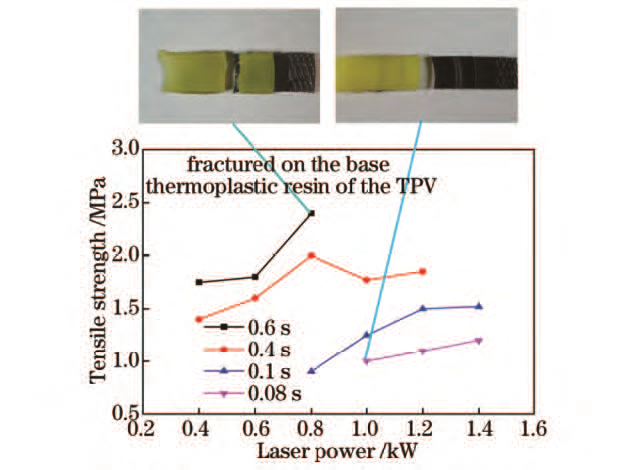
圖9 高分子材料搭接接頭的微觀橫斷面Fig.9 Micro-photograph section of polymer materials for lap joints
4 結(jié)論
1) 利用光纖激光和光學(xué)整形系統(tǒng),形成了環(huán)形激光束。隨著準(zhǔn)直鏡焦距的增加,環(huán)形激光束的外徑不變,而內(nèi)徑減小,從而使環(huán)形激光束的光環(huán)寬度增加;隨著第一枚圓錐透鏡和第二枚圓錐透鏡之間距離L12增加,環(huán)形激光束的外徑和內(nèi)徑同時(shí)增加,而環(huán)形激光束的光環(huán)寬度幾乎不變。另外,通過(guò)準(zhǔn)直鏡、第一枚圓錐透鏡及第二枚圓錐透鏡的同軸性調(diào)節(jié),可改善環(huán)形激光束強(qiáng)度分布的不均勻性。
2) 當(dāng)焊接壓力為100N,準(zhǔn)直鏡焦距為60mm、環(huán)形激光束的外徑為54mm 及環(huán)形激光束的內(nèi)徑為47mm,激光輸出功率為800W,激光照射時(shí)間為0.6s時(shí),對(duì)厚度為1~2 mm 的高分子材料(TPV-彈性體+PP-聚丙烯)環(huán)形焊縫搭接接頭進(jìn)行了超高速同步焊接,其搭接接頭的拉伸剪切強(qiáng)度達(dá)2.4 MPa,且拉伸剪切斷口位于TPV-彈性體的母材上。
參考文獻(xiàn)
1] Acherjee B, Misra D, Bose D, et al.. Prediction of weld strength and seam width for laser transmission welding of thermoplastic using response surface methodology[J]. Optics & Laser Technology, 2009, 41(8): 956-967.
2] Chen Yanbin. Modern Laser Welding Technology[M]. Beijing: Science Press, 2005:64-65.
陳彥賓. 現(xiàn)代激光焊接技術(shù)[M]. 北京: 科學(xué)出版社, 2005: 64-65.
3] Kagan V A, Pinho G P. Laser transmission welding of semicrystalline thermoplastic-Part II: Analysis of mechanical performance of welded nylon[J]. Journal of Reinforced Plastic and Composites, 2004, 23(1): 95-107.
4] Haberstroh E, Lutzeler R. Influence of carbon black pigmentation on the laser beam welding of plastics micro parts[J]. Journal of Polymer Engineering, 2001, 21(2-3): 119-130.
5] Anon J. Additives aid laser welding[J]. Plastic,Additives and Compounding, 2005,7(1): 34-35.
6] Wang Hailing, Huang Weiling, Zhou Zhuoyou, et al.. Laser welding of 8 mm thick stainless steel plates[J]. Chinese J Lasers, 2003,30(5): 463-466.
王海林, 黃維玲, 周卓尤, 等. 8 mm 厚不銹鋼板的Nd∶YAG 激光焊接[J]. 中國(guó)激光, 2003, 30(5): 463-466.
7] Wei Hong, Wang Chuanyang. Technics and performance research of laser transmission welding polycarbonate plastics[J]. Chinese J Lasers, 2011, 38(11): 1103003.
韋宏, 王傳洋. 聚碳酸脂激光透射焊接工藝及性能研究[J]. 中國(guó)激光, 2011, 38(11):1103003.
8] Zhang Wei, Zhang Qingmao, Guo Liang, et al.. Research on the properties of through-transmission laser welding of polycarbonate[J]. Chinese J Lasers, 2012, 39(7): 0703001.
張衛(wèi), 張慶茂, 郭亮, 等. 激光透射焊接聚碳酸脂接頭性能研究[J]. 中國(guó)激光, 2012,39(7): 0703001.
9] Wang Xiao, Zhang Huizhong, Ding Guoming, et al.. Laser transmission welding polypropylene plastics[J]. Chinese J Lasers, 2008,35(3): 466-471.王霄, 張惠中, 丁國(guó)民, 等. 聚丙烯塑料激光透射焊接工藝[J]. 中國(guó)激光, 2008, 35(3): 466-471.
10] Kritskiy A. Laser welding of nylon tubes to plates using conical mirrors[C]. ANTEC, 2009: 1289-1294.
11] Ussing T, Petersen L V, Nielsen C B, et al.. Micro laser welding of polymer microstructure using low power laser diodes[J]. Int J Adv Manuf Technol, 2007, 33(1-2): 198-205.
12] Wang X, Zhang C, Wang K, et al.. Multi-objective optimization of laser transmission joining of thermoplastics[J]. Optics & Laser Technology, 2012, 44(8): 2393-2402.
13] Geriger M, Frick T, Schmidt M. Optical properties of plastics and their role for the modelling of the laser transmission welding process [J]. Production Engineering, 2009, 3(1): 49-55.
14] This N I R. Additives aid laser welding[J]. Plastics, Additives, Compounding, 2005, 7(1): 34-35.
原文鏈接:http://www.shouder.cn/newebook/20167/index.php#page/4
轉(zhuǎn)載請(qǐng)注明出處。


 相關(guān)文章
相關(guān)文章
 熱門(mén)資訊
熱門(mén)資訊
 精彩導(dǎo)讀
精彩導(dǎo)讀



















 關(guān)注我們
關(guān)注我們

